






直縫電阻焊鋼管與流體輸送用無縫鋼管相比具有相當的技術優勢,例如焊管壁厚較薄,尺寸精度較高,等等。檢查合格的鋼管 耐力已達到2800psi(13MPa),而管線管水壓試驗小合格壓力為1870psi(19MPa),所試驗鋼管耐壓小合格壓力為930psi(4MPa),這種用普通Q235材質制成的焊管已達到美國石油學會API51關于高材質X52級鋼種的小限壓力規定。關于直縫電阻焊鋼管與流體輸送用無縫鋼管的經濟性對比,由于生產成本低,直縫電阻焊鋼管的銷售價格比流體輸送用無縫鋼管低,實際采購情況表明,直縫電阻焊鋼管比流體輸送無縫鋼管每噸要低于1000元左右,并且隨著口徑的增大,差價可高達2000多元。

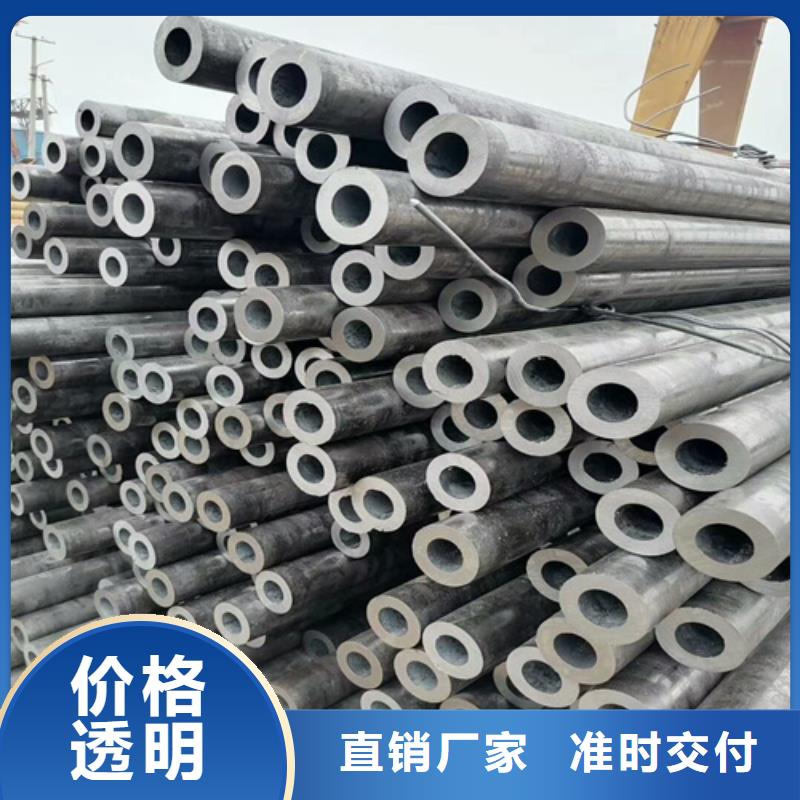
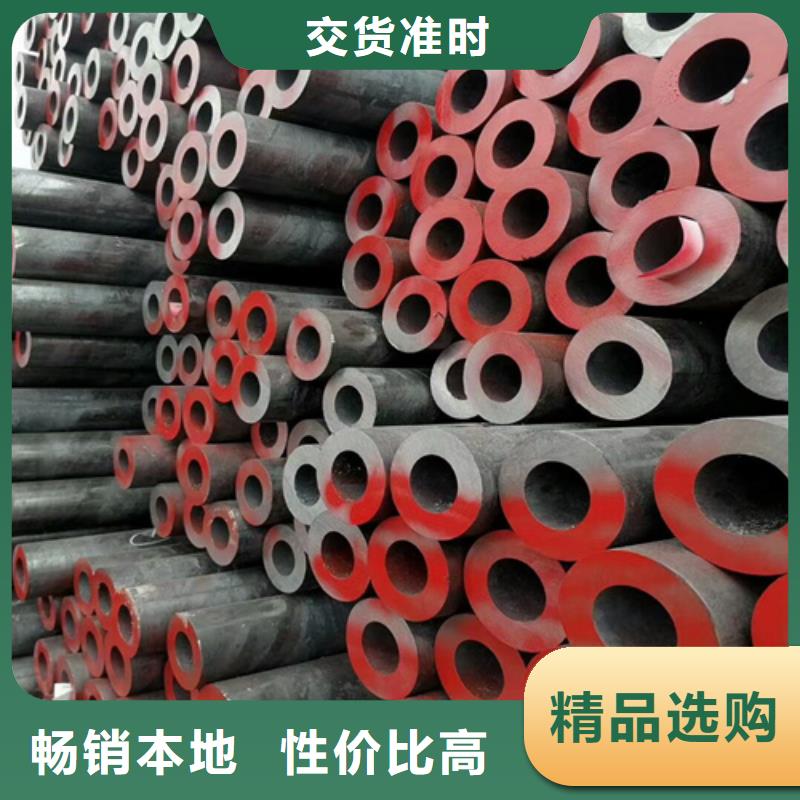
無縫鋼管具有中空截面,大量用作輸送流體的管道如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。無縫鋼管生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,
無縫管業內對焊管的認知,不盡相同。東南沿海及長江中下游的無縫管企業較早接受,例如寶鋼前幾年就開始策劃上高頻直縫焊管ERW610mm機組、5m寬厚軋機和UOE大口徑直縫埋弧焊管生產線;武鋼集團擬開發2250mm寬帶熱連軋機及ERW610mm機組;大冶無縫鋼管廠在研討發展方向時決定避開焊管的優勢,不上大口徑無縫管生產線,生產發揮無縫管厚壁優勢的產品;天津無縫鋼管有限公司也在研究發展焊管產品、熱帶生產線的可行性。
在無縫管企業內部,營銷部門比技術部門對焊管產品的認知要早;在技術部門內,一般技術人員與資深技術專家的感受也不盡相同。在行業外,石油系統比冶金系統認知焊管要早。技術本身在發展,但有的快、有的慢。板、帶、棒、線材發展連鑄連軋技術快,而無縫管材就慢,因而成本居高不下。
無縫鋼管磁粉MT和漏磁探傷:磁力探傷,適用于鐵磁性材料的表面和近表面缺陷的檢測。標準:GB/T 12606-1999 級別: C4級d. 電磁超聲波探傷:不需要耦合介質,可以應用于高溫高速,粗燥的鋼管表面探傷。e. 滲透探傷:熒光、著色、檢測鋼管表面缺陷。4.鋼管理化性能檢驗:①拉伸試驗:測應力和變形,判定材料的強度(YS、TS)和塑性指標(A、Z)縱向,橫向試樣 管段、弧型、圓形試樣(¢10、¢12.5)小口徑、薄壁 大口徑、厚壁 定標距。備注:試樣斷后伸長率與試樣尺寸有關 GB/T 1760②沖擊試驗:CVN、缺口C型、V型、功J 值J/cm2標準試樣10×10×55(mm) 非標試樣5×10×55(mm)③硬度試驗:布氏硬度HB、洛氏硬度HRC、維氏硬度HV等④液壓試驗:試驗壓力、穩壓時間、 p=2Sδ/D5.鋼管工藝性能檢驗過程:①壓扁試驗:圓形試樣 C形試樣(S/D>0.15) H=(1+2)S/(∝+S/D)L=40~100mm 單位長度變形系數=0.07~0.08②環拉試驗:L=15mm 無裂紋為合格③擴口和卷邊試驗:頂心錐度為30°、40°、60④彎曲試驗:可代替壓扁試驗(對大口徑管而言)
