更新時間:2025-01-21 04:57:21 瀏覽次數:1 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |



<周口>金鴻耀工程材料有限公司
周口銅止水板價格公道哪里有
逐一精選,萬次檢測,只為責任,<周口>金鴻耀工程材料有限公司專注于周口數十年。在公司和客戶的共同努力下,逐漸發展成為一家集設計研發、生產加工、代理經銷、技術咨詢為一體的綜合性實力公司。在周口業界擁有良好的口碑。
樹行業典范,立質量標桿。<周口>金鴻耀工程材料有限公司深耕于周口系列產品的換代升級。近年來,學習國外技術、引進國外設備,建立了一支技術過硬、檢測、管理完善的生產和服務團隊。


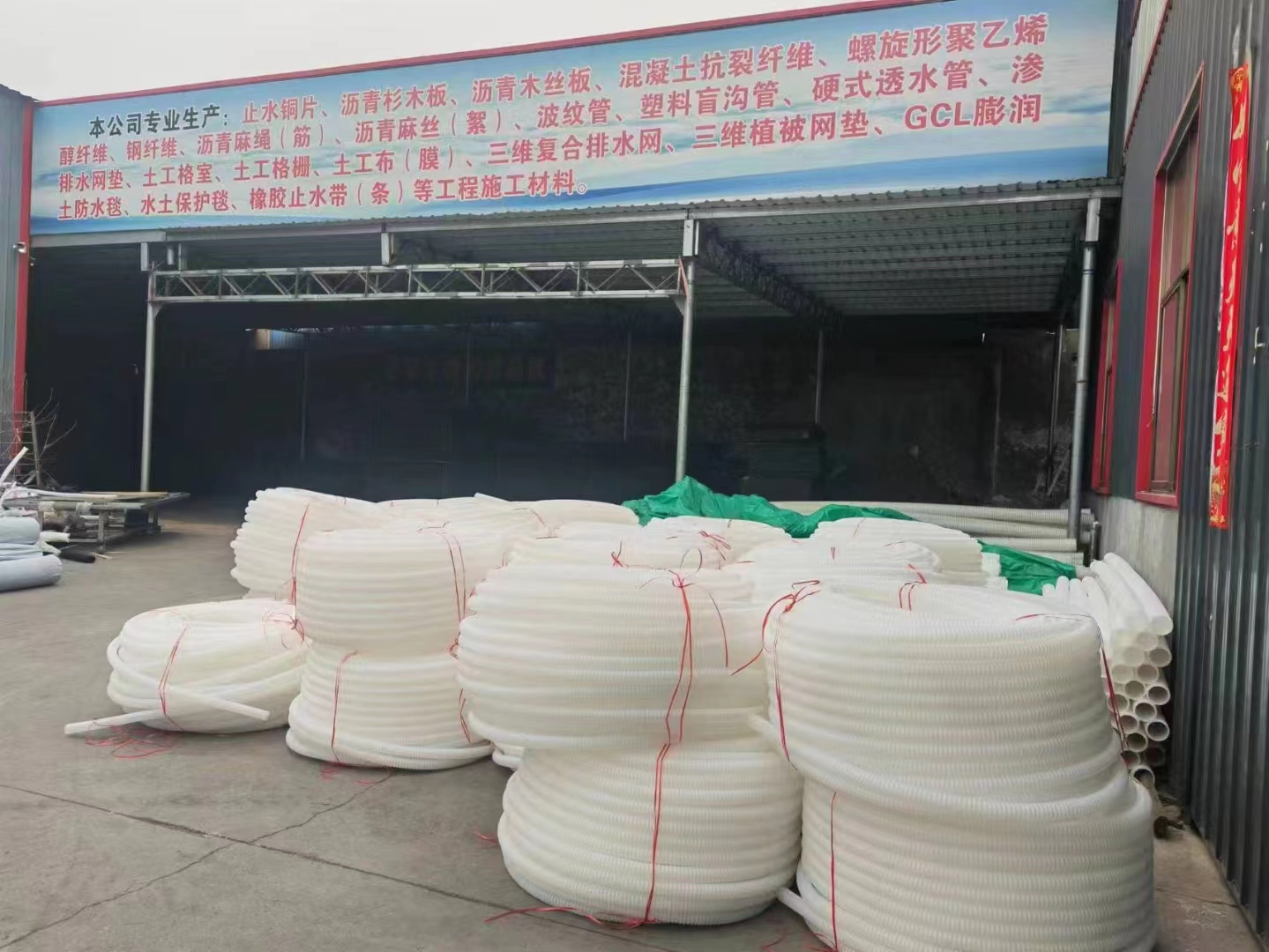
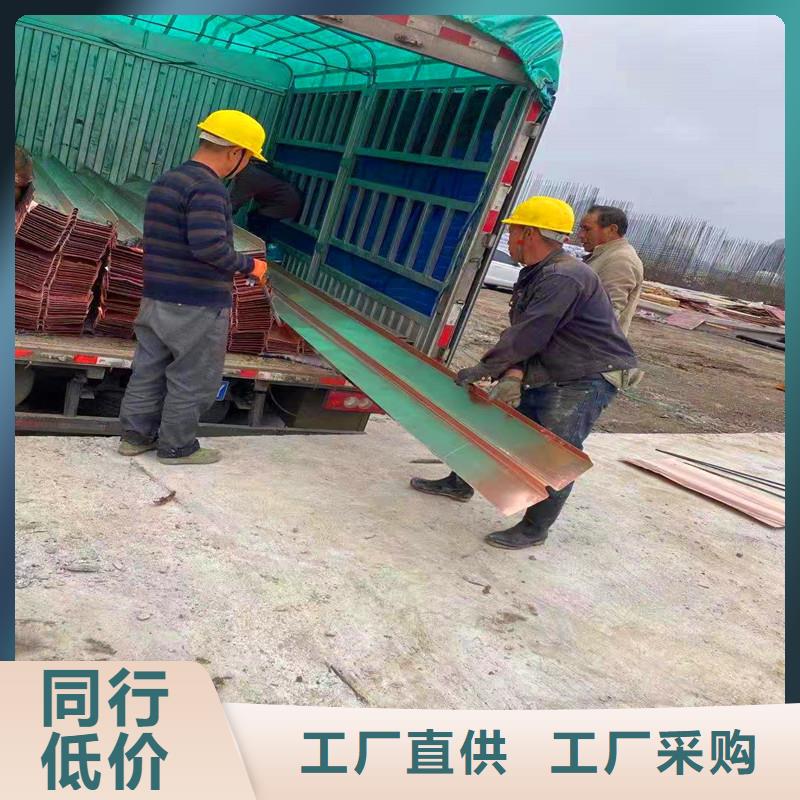
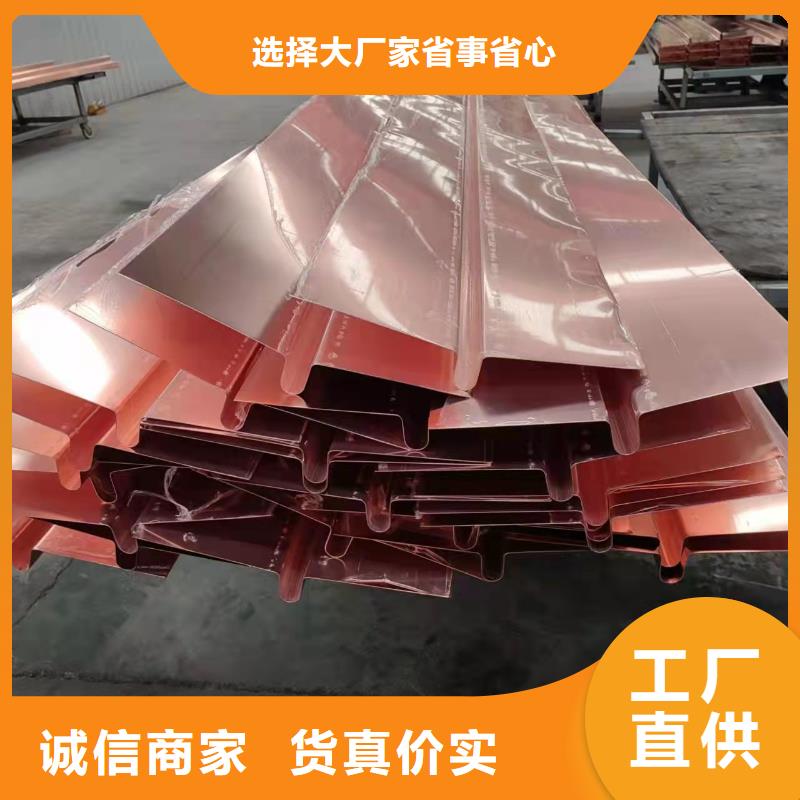
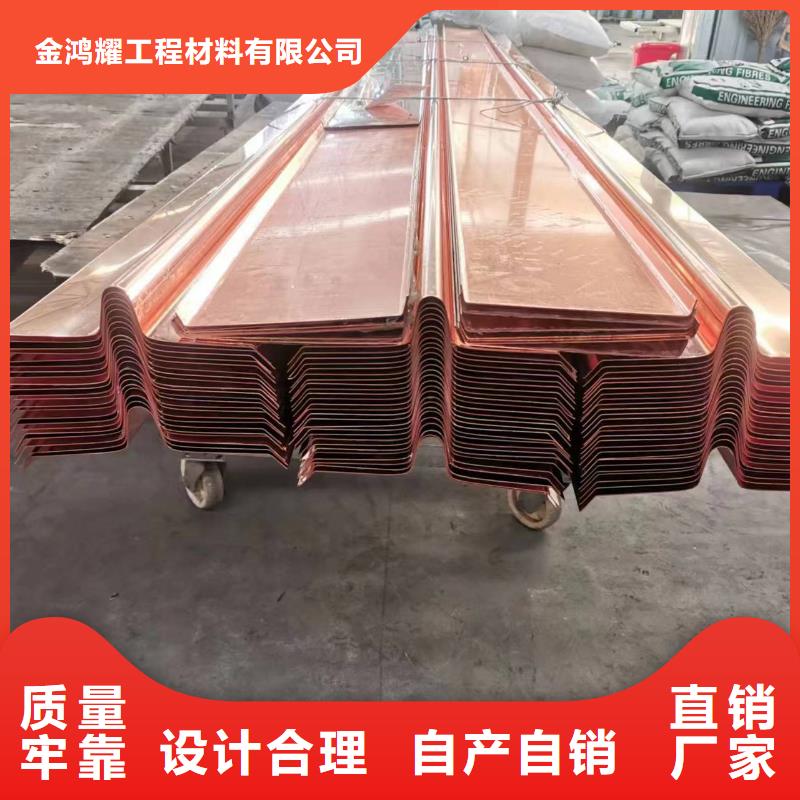
紫銅止水周口止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。 紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。 氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。 1)搭接焊工藝 ① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。 ② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。 2)施焊操作要點 氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。 氧氣乙炔焰的點燃、調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、調節乙炔調節閥,隨時調節氣體的流量。 點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小。 火焰的調節,剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節氧氣調節閥和乙炔調節閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。 調整后的火焰形狀不得歪斜或發出“吱吱”的聲音。若發現火焰不正常時,