

億錦天澤鋼鐵有限公司


 公司優勢:
(1) 工藝技術、成套設備具有完全知識產權,有強大的自主研發能力;
(2) 擁有意大利產F20光譜儀、德國產Quik-Lab熱分析儀、4XC金相顯微鏡、拉伸試驗機、理化分析等先進的檢測儀器設備;
(3) 沖天爐/中頻電爐雙聯熔煉保證鐵水品質穩定,成分控制更加準確;
公司優勢:
(1) 工藝技術、成套設備具有完全知識產權,有強大的自主研發能力;
(2) 擁有意大利產F20光譜儀、德國產Quik-Lab熱分析儀、4XC金相顯微鏡、拉伸試驗機、理化分析等先進的檢測儀器設備;
(3) 沖天爐/中頻電爐雙聯熔煉保證鐵水品質穩定,成分控制更加準確;
 (4) 擁有有5項 發明 ,多項技術國內獨有、全國首創;
(5) 電力充沛、生產穩定、管理嚴謹、檢測手段完善;
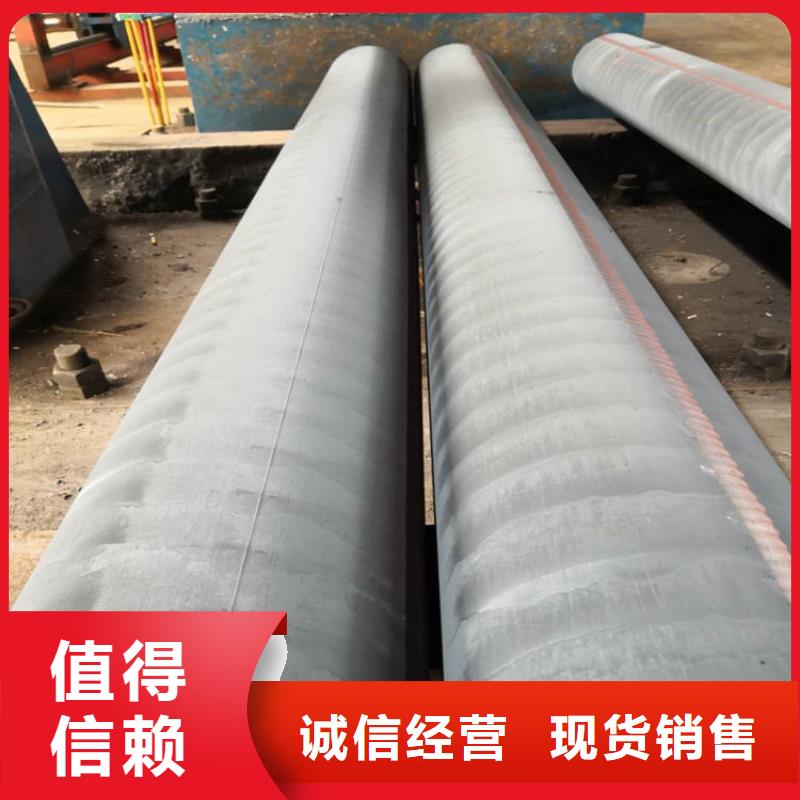
(6) 擁有大小四條連鑄生產線,具有單班年產萬噸優質鑄鐵型材的能力,是國內品種多,規格全的專業制造商;
(7) φ30mm以下小直徑鑄鐵棒 ;
(8) DZSL大中截面鑄鐵水平連鑄生產技術及成套設備國內首創, 可生產直徑600mm的連鑄鑄鐵型材。
(4) 擁有有5項 發明 ,多項技術國內獨有、全國首創;
(5) 電力充沛、生產穩定、管理嚴謹、檢測手段完善;
(6) 擁有大小四條連鑄生產線,具有單班年產萬噸優質鑄鐵型材的能力,是國內品種多,規格全的專業制造商;
(7) φ30mm以下小直徑鑄鐵棒 ;
(8) DZSL大中截面鑄鐵水平連鑄生產技術及成套設備國內首創, 可生產直徑600mm的連鑄鑄鐵型材。
 對鑄鐵型材中部區域采用澆冒系統處理熱節,提取凝固模擬結果中熱節處的平均模數和金屬液體積,即可對澆冒口系統的尺寸進行定量化設計;充型結果表明澆注節奏應為“先慢后快再慢”;凝固結果表明澆冒口液態補縮明顯,石墨化膨脹壓力沒有損失,鑄鐵型材設計良好。將該鑄鐵型材參數應用于生產,生產的灰鑄鐵軸承座質量良好,滿足使用要求。鑄鐵型材在重工業中需求量大,對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,下凹及鼓肚現象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。然后使用P r o_E軟件對型材、澆注系統及冒口等進行了三維建模,利用ProCAST和Vis ua l Enviro nme nt軟件作為鑄造過程數值模擬仿真工具對水渣鐵生產灰鐵型材過程中的金屬液充型及凝固進行仿真分析。
對鑄鐵型材中部區域采用澆冒系統處理熱節,提取凝固模擬結果中熱節處的平均模數和金屬液體積,即可對澆冒口系統的尺寸進行定量化設計;充型結果表明澆注節奏應為“先慢后快再慢”;凝固結果表明澆冒口液態補縮明顯,石墨化膨脹壓力沒有損失,鑄鐵型材設計良好。將該鑄鐵型材參數應用于生產,生產的灰鑄鐵軸承座質量良好,滿足使用要求。鑄鐵型材在重工業中需求量大,對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,下凹及鼓肚現象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。然后使用P r o_E軟件對型材、澆注系統及冒口等進行了三維建模,利用ProCAST和Vis ua l Enviro nme nt軟件作為鑄造過程數值模擬仿真工具對水渣鐵生產灰鐵型材過程中的金屬液充型及凝固進行仿真分析。

