13507910229




更新時間:2025-01-23 04:16:12 瀏覽次數(shù):4 公司名稱:南昌 角鋼槽鋼工字鋼無縫鋼管不銹鋼板贛達金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |



廠家")
圓鋼熱切加熱爐的特點:1、圓鋼熱切加熱爐提高生產(chǎn)效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產(chǎn)效率1.6倍。2、圓鋼熱切加熱爐節(jié)約材料,提高鍛坯質(zhì)量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節(jié)省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質(zhì)量明顯改善。3、圓鋼鋼材熱切加熱爐節(jié)能環(huán)保,衛(wèi)生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節(jié)約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產(chǎn)生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環(huán)境的影響;火災隱患得以控制。4、圓鋼熱切加熱爐減輕勞動強度,節(jié)省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節(jié)省下料人員。5、圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調(diào)節(jié),加熱溫度易控制;采用非接觸式紅外測溫頭連續(xù)測量、監(jiān)控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產(chǎn)生的“過燒”現(xiàn)象。廠家")
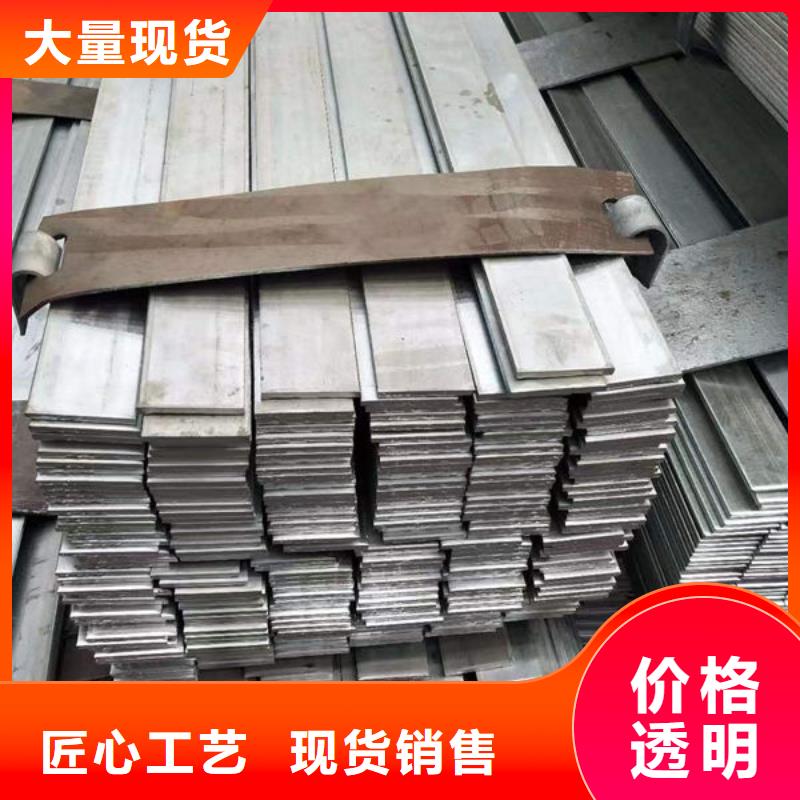
角鋼的規(guī)格GB/T2101-2008(型鋼驗收、包裝、標志及質(zhì)量證明書的一般規(guī)定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(熱軋等邊/不等邊角鋼尺寸、外形、重量及允許偏差);JISG3192-94(熱軋型鋼的形狀、尺寸、重量及其容許差);DIN17100-80(普通結(jié)構鋼質(zhì)量標準);ГОСТ535-88(普通碳素型鋼技術條件)。根據(jù)上述標準的規(guī)定,角鋼鋼材應成捆交貨、其捆扎道次、同捆長度等應符合規(guī)定。角鋼一般屬裸裝交貨,運輸和儲存均需要注意防潮。角鋼材的表面質(zhì)量在標準中有規(guī)定,一般要求不得存在使用上有害的缺陷,如分層、結(jié)疤、裂縫等。角鋼幾何形狀偏差的允許范圍在標準中也有規(guī)定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規(guī)定角鋼不得有顯著的扭轉(zhuǎn)。廠家")
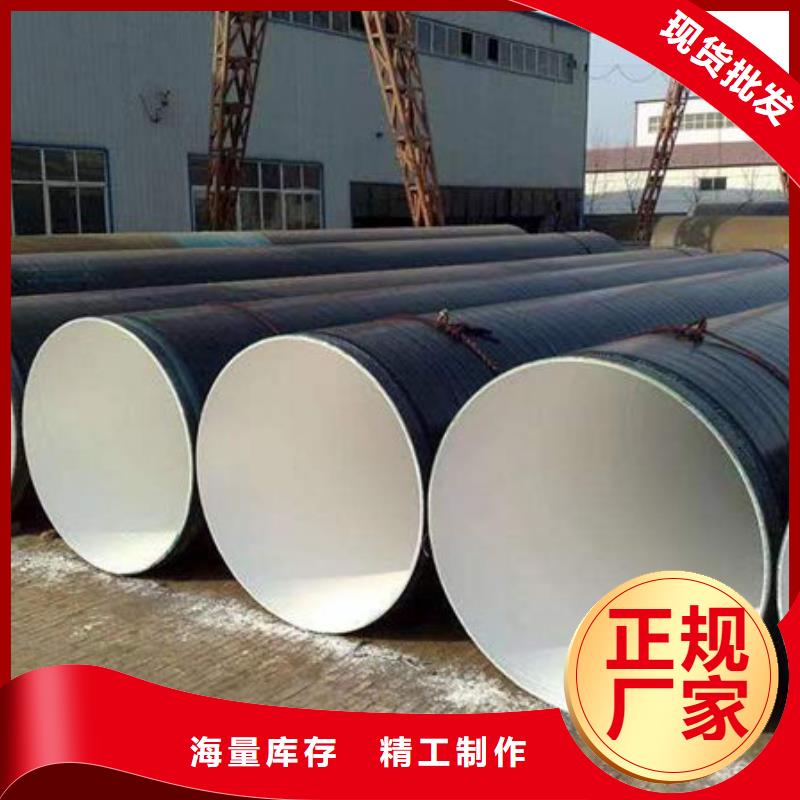
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產(chǎn)線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經(jīng)過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進行焊接。 超聲波檢驗對螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進行的檢查。8. X射線檢查:對內(nèi)外焊縫進行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應力的分布狀態(tài)。廠家")
方管材質(zhì)(q2 02 矩形管鋼材材質(zhì)(q23 .0-10. 70×5 6.0-15.0 80×80 1. 50×4 5.0-15.0 70×70 1. bsp; 60×60 1 nbsp; 50×50 8.0 40×30 0. 120×60 -5.0&nb nbsp; 40×40 5.0 30×20 0. 100×80 -8.0&nb nbsp; 35×35 -10.0 100×60 -5.0&nbs bsp; 30×30 0 10.0 100×40 -5.0 15*15** 廣泛應用于鋼結(jié)構建筑、石油化工、制輥、造紙機械、輸油管線、水利、大型體育館、展覽館、工業(yè)廠房、高層建筑、煤礦礦井集裝箱業(yè)等領域。廠家")