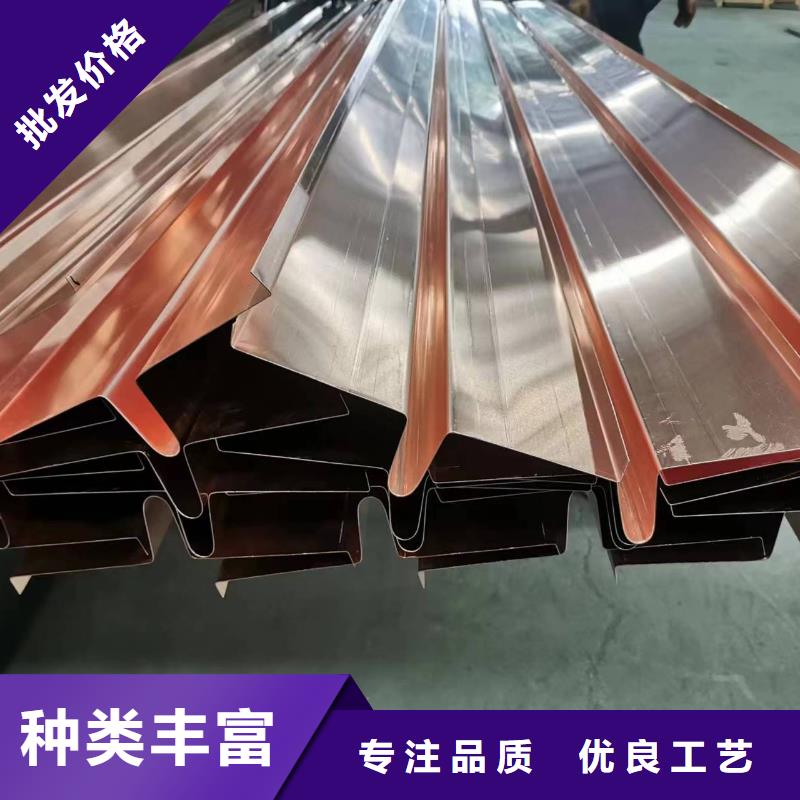


止水銅片的焊接所用的電壓、電流、焊速、弧高四者是焊接質量的決定性因素,四者選擇恰當,才能有 適當的溫度和良好的熔化,新鄉止水銅片才能保證止水銅板焊縫與封底的質量要求。 1.電壓:焊1.5毫米厚的止水銅片,采用28-35伏。彎邊高電壓可較大,彎邊低電壓可較小。 2.電流:采用140-190安培 3.焊速:以每分鐘0.8-1米為適。 4.弧高:一般弧高8-10毫米,起焊在100毫米范圍,收焊時,速度更快些,避免穿孔。 對紫銅止水帶施焊時應以熔邊的中心線作為焊接中心這樣才嫩更好的熔化和封底。






止水銅片的焊接所用的電壓、電流、焊速、弧高四者是焊接質量的決定性因素,四者選擇恰當,才能有 適當的溫度和良好的熔化,新鄉止水銅片才能保證止水銅板焊縫與封底的質量要求。 1.電壓:焊1.5毫米厚的止水銅片,采用28-35伏。彎邊高電壓可較大,彎邊低電壓可較小。 2.電流:采用140-190安培 3.焊速:以每分鐘0.8-1米為適。 4.弧高:一般弧高8-10毫米,起焊在100毫米范圍,收焊時,速度更快些,避免穿孔。 對紫銅止水帶施焊時應以熔邊的中心線作為焊接中心這樣才嫩更好的熔化和封底。
