





球鐵管兼有普通灰鐵管的耐腐蝕性和鋼管的強度及韌性,其重量比同口徑的灰鐵管輕1/3——1/2,更接近鋼管,但其耐腐蝕性卻比鋼管高出幾倍甚至十幾倍,因此在各種環(huán)境下,球鐵管都不必做特殊防腐處理。鵬瑞球墨鑄鐵管的強度足以承受復(fù)雜的外部負(fù)荷,包括路面負(fù)荷,這一點是灰鐵管、水泥管、玻璃管和塑料管等管材遠(yuǎn)所不及的。經(jīng)過修磨的水泥內(nèi)襯,粗糙度系數(shù)很低,對流體阻力小,這一點又完全可以與玻璃管和塑料管相媲美。球墨鑄鐵管廠生產(chǎn)工藝先進(jìn),檢驗設(shè)備完善;集中頻爐、離心鑄管機(jī)、退火爐等高科設(shè)備于一體,年可供應(yīng)DN80-DN1400的離心球墨鑄鐵管及配套管件20萬噸。產(chǎn)品嚴(yán)格按照ISO2531國際標(biāo)準(zhǔn)組織生產(chǎn)和檢驗,確保每根鑄管均具有良好的機(jī)械性能合較長的使用壽命;公司先后通過ISO9001質(zhì)量管理體系認(rèn)證,ISO14001環(huán)境管理體系,管理體系認(rèn)證,形成了完善的管理體系。
<臨汾>鵬瑞管業(yè)有限公司 臨汾dn500球墨鑄鐵管 -dn500球墨鑄鐵管 值得信賴
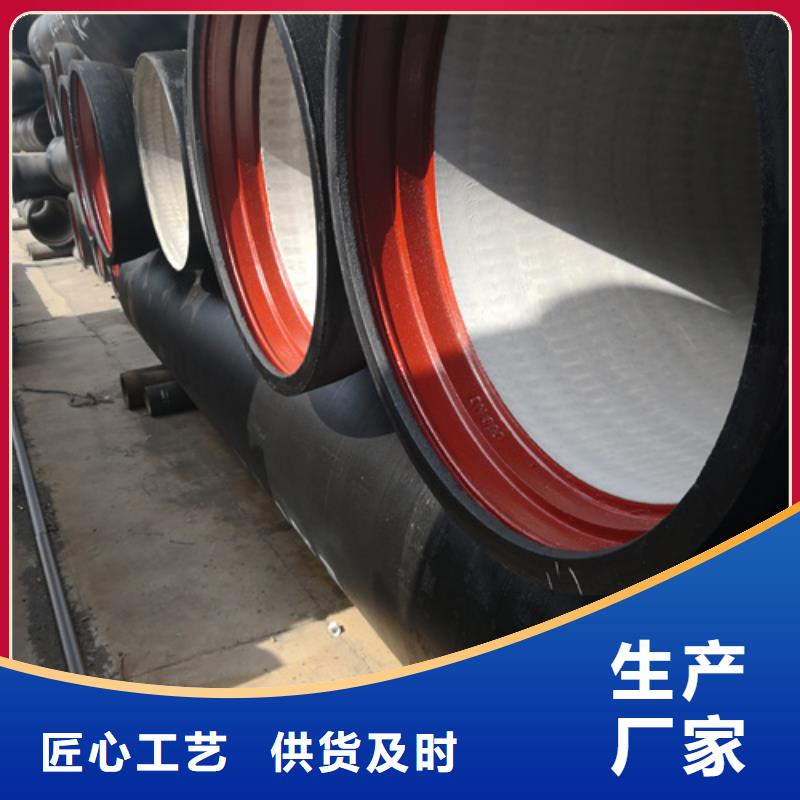
退火后的球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機(jī)械性能良好,防腐性能優(yōu)異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業(yè)給水、輸氣,輸油等。 在鐵素體和珠光體基體上分布有一定數(shù)量的球狀石墨,根據(jù)公稱口徑及對延伸率的要求不同,基體組織中的鐵素體和珠光體的比例有所不同,小口徑的珠光體比例一般不大于20%,大口徑的一般控制在25%左右。優(yōu)點 在中低壓管網(wǎng),球墨鑄鐵管具有運行可靠,破損率低,施工維修方便、快捷,防腐性能優(yōu)異等。缺點 在高壓管網(wǎng),一般不使用,抗壓力低。由于管體相對笨重,安裝時動用機(jī)械。打壓測試后出現(xiàn)漏水,把所有管道全部挖出,把管道吊起至能放進(jìn)卡箍的高度,安裝上卡箍阻止漏水

 <臨汾>鵬瑞管業(yè)有限公司
<臨汾>鵬瑞管業(yè)有限公司
聊城鵬瑞管業(yè)有限公司常年銷售球墨鑄鐵管,國標(biāo)球墨鑄鐵管,K9球墨鑄鐵管,離心球墨鑄鐵管,球墨鑄鐵管件,球墨鑄鐵井蓋等。DN80-DN1400的球墨鑄鐵管、離心球墨鑄鐵管、柔性鑄鐵管及配套管件。球墨鑄鐵管執(zhí)行球墨鑄鐵管標(biāo)準(zhǔn)GB/T 13295-2013,確保每根鑄管均具有良好的機(jī)械性能合較長的使用壽命;銷售產(chǎn)品先后通過ISO9001質(zhì)量管理體系認(rèn)證,環(huán)境管理體系,管理體系認(rèn)證,形成了完善的管理體系。產(chǎn)品有T型、S型、W型等接口形式及適用于酸堿環(huán)境下的多種內(nèi)外防腐處理技術(shù)(可內(nèi)襯水泥、環(huán)氧瀝青、環(huán)氧樹脂等),采用新的《水及燃?xì)夤艿烙们蚰T鐵管、管件和附件》(GB/T13295-2008)標(biāo)準(zhǔn);銷售產(chǎn)品不僅用于自來水、消防工程、花園小區(qū),污水處理;還能廣泛應(yīng)用于城建管網(wǎng)、石油化工、冶金、制藥、輸油及其它流體的輸送。

球墨鑄鐵管與其它管材相比,具有較高的抗內(nèi)力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運行系數(shù)大等優(yōu)點。近年來,在鑄鐵材料市場上發(fā)展勢頭迅猛。 這種材質(zhì)生產(chǎn)中較易出現(xiàn)裂紋、重皮、夾渣三種質(zhì)量問題。裂紋產(chǎn)生與離心澆注過程產(chǎn)生,澆注制度不合理產(chǎn)生;重皮與澆注溫度、澆注轉(zhuǎn)速有關(guān);夾渣與金屬化學(xué)元素含量、扒渣處理有關(guān)。 和控制措施是: 1、改進(jìn)離心設(shè)備,有效裂紋 減少鐵液在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內(nèi)表面用量為20-30g/m2。控制好水冷金屬型離心機(jī)冶煉工藝參數(shù)。 離心機(jī)要防止流槽振動造成鐵液濺出現(xiàn)象,承口砂芯要安放合適,避免產(chǎn)生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應(yīng)控制在0.8-1.2%為宜。離心機(jī)機(jī)殼內(nèi)采用均勻布置圓弧形噴淋冷卻管,且分段設(shè)置,并避免各段的冷卻水相互影響。 2、優(yōu)化工藝參數(shù),減少管身重皮 合理控制澆注溫度和機(jī)身冷卻水進(jìn)出口溫度,縮短兩次澆鑄之間的間隔時間。控制機(jī)身冷卻水進(jìn)口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應(yīng)防止過高的澆鑄轉(zhuǎn)速,調(diào)整適宜的翻包速度和主機(jī)走速;確保管模的打點的深度為0.25-0.3mm、直徑為4-5mm、點與點邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產(chǎn)生,應(yīng)控制W(S)<0.02%;適當(dāng)提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應(yīng)措施,球墨鑄鐵管的質(zhì)量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。
