



<株洲>萬方金屬材料有限公司
株洲無縫鋼管曲折是因為軋機調整不妥,軋制時殘留的剩余應力以及因為沿管子截面和長度上冷卻不平等緣由形成的。 因而,不能從軋機直接得到很直的管子,只要通過冷校直管子的曲折度才干滿意技能條件的規則。讓現已加工成制品無縫鋼管具有較小曲折度還得依靠機械東西校直機來完結。所以為了無縫鋼管曲折,一切無縫鋼管都需求經過冷校直。 株洲無縫鋼管壁厚掩蓋的規模比較寬,可以做到小直徑大壁厚和大直徑大壁厚,但一般情況下長度受限(只需少量廠家能出產超長管)焊管的壁厚相對可以比較薄,可以做到大直徑小壁厚和小直徑小壁厚,理論上講長卷有多長,焊管能出產多長。株洲全體來講,越厚適宜選用無縫鋼管,越薄適宜選用焊管。 株洲無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。 株洲無縫鋼管的生產過程可分為冷拔和熱軋兩種,冷軋無縫鋼管的生產過程一般比熱軋更為復雜,管材毛坯應首先進行三輥連續軋制,擠壓后進行直徑測試,如果表面不響應裂紋,管子應經過切割機,經過切割機切割成約1米長的毛坯。鋼管
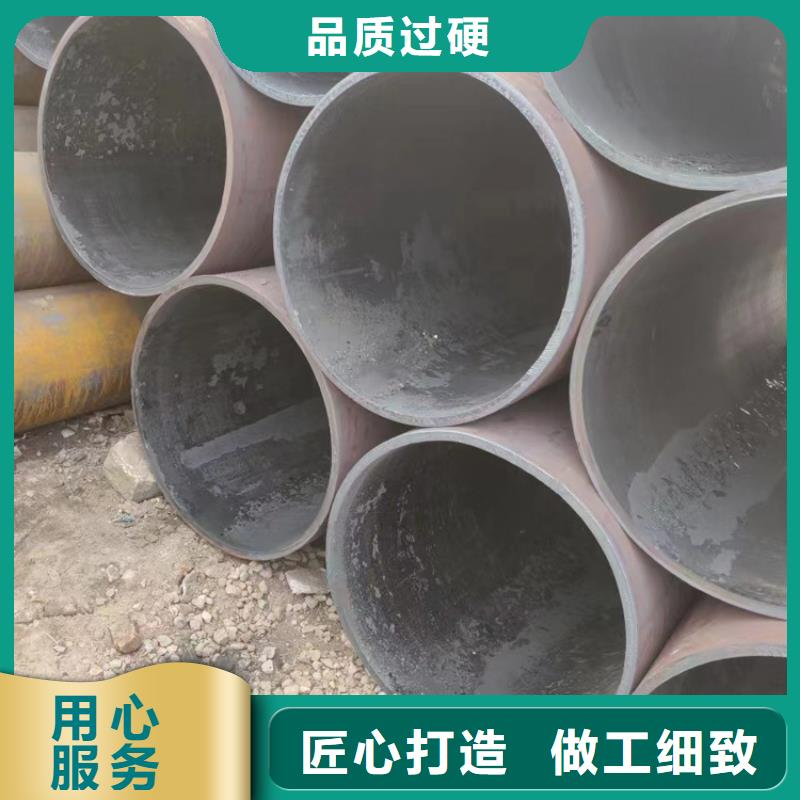
株洲有現貨的Q390鋼管生產廠家株洲冷拔精密無縫鋼管是用于機械結構、液壓設備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。優質碳素結構鋼冷撥無縫管,主要用10號、20號、35號、45號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。株洲熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。經均整機均整壁厚,經定徑(減徑)機定徑(減徑),達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。熱軋無縫鋼管:熱軋是相對于冷軋而言的,冷軋是在再結晶溫度以下進行的軋制,而熱軋就是在再結晶溫度以上進行的軋制。熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。鋼管
 sdwf
sdwf
熱軋(擠壓株洲無縫方管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫軋制株洲無縫鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。。
 20218
20218
 株洲有現貨的Q390鋼管生產廠家
株洲有現貨的Q390鋼管生產廠家