





nmgsy<甘肅>神悅鋼材有限公司
甘肅無縫管有很高的靜力強度、沖擊韌性及較高的疲勞極限,高溫下有高的蠕變強度與持久強度,長期工作溫度可達 500℃;冷變形時塑性中等,焊接性差。低溫至-110攝氏度,并具有高的靜強度、沖擊韌度及較高的疲勞強度、淬透性良好,無過熱傾向,淬火變形小,冷變形時塑性尚可,切削加工性中等,但有類回火脆性,焊接性不好,焊前需預熱至150~400攝氏度,焊后熱處理以應力,一般在調質處理后使用,也可在高中頻表面淬火或淬火及低、中溫回火后使用。生產執行標準:GB/T11251-2009、舞鋼企業標準、軍工標準、交貨狀態:正火或正火+回火、調質。 甘肅40cr鋼管用于制造承受沖擊、彎扭、高載荷的各種機器中的重要零件,如軋鋼機人字齒輪、曲軸、錘桿、連桿、緊固件,汽輪發動機主軸、車軸,發動機傳動零件,大型電動機軸,石油機械中的穿孔器,工作溫度低于400攝氏度的鍋爐用螺栓,低于510攝氏度的螺母,化工機械中高壓無縫厚壁的導管(溫度450~500攝氏度,無腐蝕性介質)等;還可代替40CrNi用于制造高載荷傳動軸、汽輪發動機轉子、大截面齒輪、支承軸(直徑小于500MM)等;工藝上的設備材料、管材、焊材等等。 甘肅40cr鋼管用作在高負荷下工作的重要結構件,如車輛和發動機的傳動件;汽輪發電機的轉子、主軸、重載荷的傳動軸,大斷面零件。
華爾鋼無縫管通過跟許多位加工商局老師傅掌握后,大約懂了緣故大部分緣故是近期無縫鋼管加工活少,接單子價錢又提不起來上來。因此一部分的加工商局老師傅就把原先常用的打蠟的這類電焊焊接點解決的方法改成了可以直接用自動噴漆的方式。那樣就可以即控制成本又可以節約了時間和人力資源。甘肅35crmo厚壁鋼管可是自動噴漆那樣的解決辦法并不太好,它可以維持的時間段并不久,較多也就一兩年的時間段便會由于太陽曬和降水的沖洗而爆出。時間長了無縫鋼管管電焊焊接處便會有銹蝕的狀況發生了。針對35crmo厚壁鋼管電焊焊接點銹蝕的是處理方法是:1.假如僅僅小銹一點兒,可以用乳白色的美白牙膏用抹布蘸冷水清洗就可以了。假如銹蝕嚴重的,可以開展一下打蠟。這二種方法都能夠掉電焊焊接點的鐵銹。也提議生產加工老師傅們不能為了更好地一時的便捷省事情而影響到了自身在客戶中的好口碑。


華爾鋼無縫管通過跟許多位加工商局老師傅掌握后,大約懂了緣故大部分緣故是近期無縫鋼管加工活少,接單子價錢又提不起來上來。因此一部分的加工商局老師傅就把原先常用的打蠟的這類電焊焊接點解決的方法改成了可以直接用自動噴漆的方式。那樣就可以即控制成本又可以節約了時間和人力資源。甘肅35crmo厚壁鋼管可是自動噴漆那樣的解決辦法并不太好,它可以維持的時間段并不久,較多也就一兩年的時間段便會由于太陽曬和降水的沖洗而爆出。時間長了無縫鋼管管電焊焊接處便會有銹蝕的狀況發生了。針對35crmo厚壁鋼管電焊焊接點銹蝕的是處理方法是:1.假如僅僅小銹一點兒,可以用乳白色的美白牙膏用抹布蘸冷水清洗就可以了。假如銹蝕嚴重的,可以開展一下打蠟。這二種方法都能夠掉電焊焊接點的鐵銹。也提議生產加工老師傅們不能為了更好地一時的便捷省事情而影響到了自身在客戶中的好口碑。
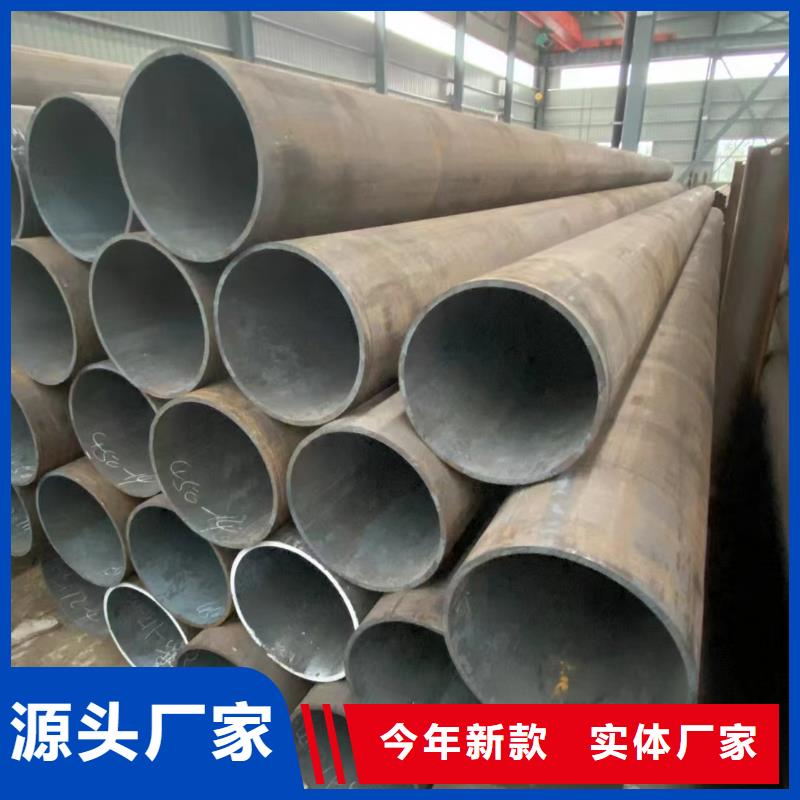
甘肅無縫管主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,都是用無縫管。無縫鋼管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。磁偏吹的形成是管金屬中存在剩磁的結果。通常,將剩磁分為感應磁性和工藝磁性兩種。感應磁性常產生在工廠制管的環節中,如:金屬熔煉、采用電磁起重機進行裝卸、鋼管在強磁場中停置、用磁化法完成無損巡查、鋼管接近強力供電線放置等等。工藝磁性常產生在進行裝配焊接作業及采用磁性夾持器、夾具與用直流電焊接管道時,如:長時間接觸與直流電源相連的電導線,導線裸露段或者電焊鉗與管子的短路等。焊接帶磁性鋼管時,經常會看到電弧引燃的破壞、在磁場(定義:傳遞實物間磁力作用的場)中電弧的偏離、液體金屬和渣熔融體從焊接熔池中的濺出。GB6479無縫管為了穩定焊接過程,改善焊接接頭質量,被磁化了的鋼管在焊接前要進行消磁。無縫鋼管按照用途分為化肥設備用高壓無縫鋼管;地質磚探用無縫鋼管。
