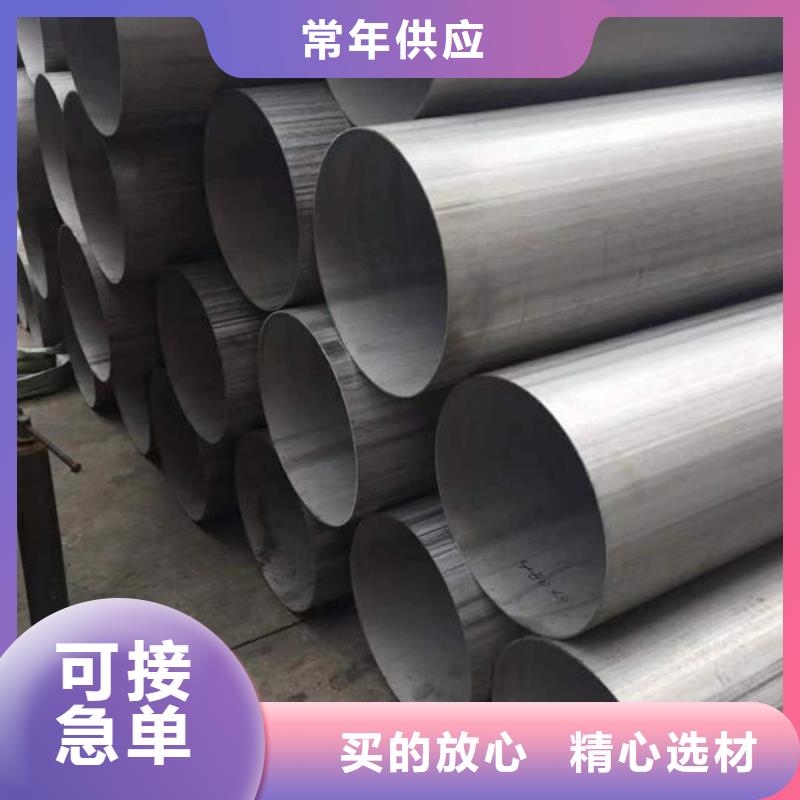







商洛直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊商洛直縫鋼管和埋弧焊直縫鋼材;商洛直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于商洛直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的商洛直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑商洛直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分商洛直縫鋼管被對接連接,以滿足工程所需的長度;T形商洛直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和商洛直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。
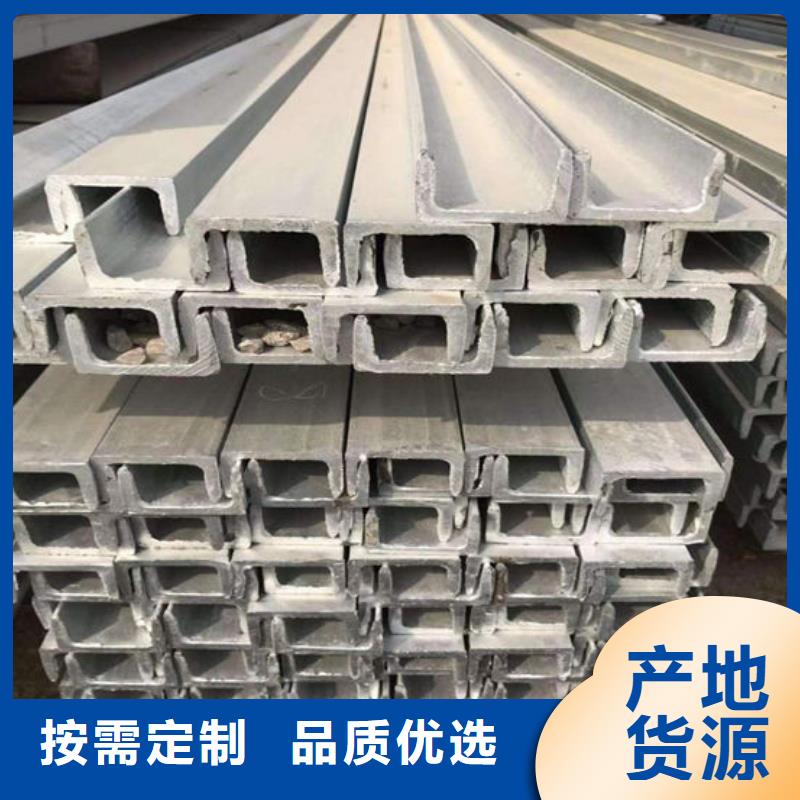
商洛螺旋鋼管的主要技術特點:1.成形過程中,鋼板均勻變形,殘余應力小,表面無劃痕。加工后的商洛螺旋鋼管在直徑和壁厚范圍內具有更大的靈活性,特別是在生產高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優勢,可以滿足用戶的需求。對螺旋鋼材規格有更多要求。2.先進的雙面埋弧焊技術能實現位置的焊接,不易出現邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質量的控制。3.為了使鋼管生產全過程得到有效檢測和監控對鋼管進行百分百的質量檢驗,有效保證了產品質量。4.整個生產線的所有設備都具有與計算機數據采集系統聯網的功能,以實現數據的實時傳輸,生產過程中的技術參數由中央控制室控制。5.原料是盤管、導線和熔劑。進入前必須經過嚴格的物理和化學檢驗。6.剝去鋼頭尾對接接頭,采用單絲或雙絲埋弧焊,卷成鋼管鋼材后,自動進行埋弧焊修復焊接。7.成形前,將帶鋼調平,修整,刨平,表面清潔,運輸和預彎曲。8.用電接觸壓力計控制輸送機兩側的壓力,以確保鋼帶的順利運輸。
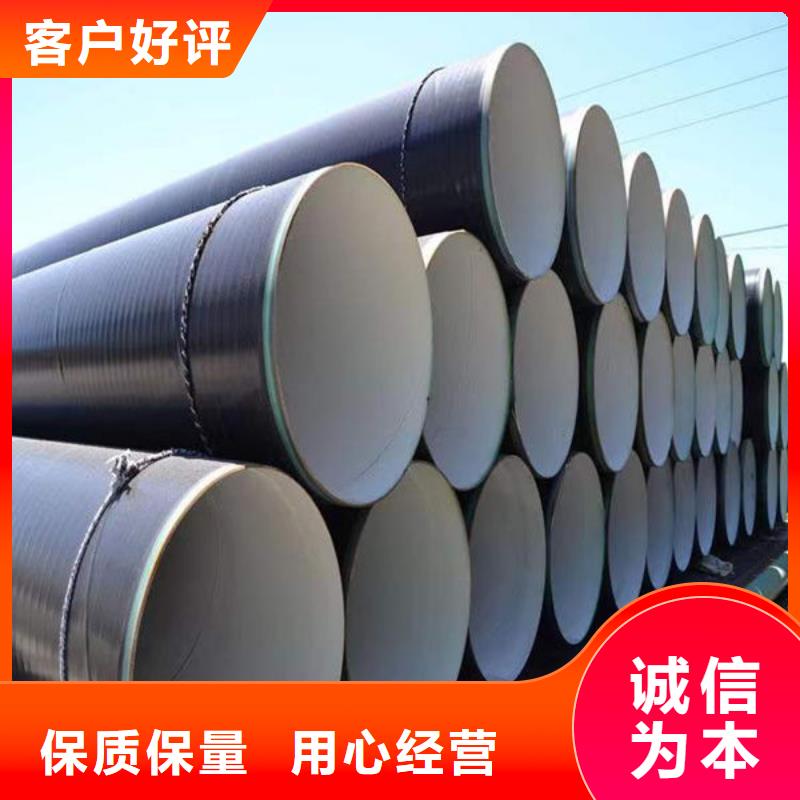
常見的商洛鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設備價格也相當貴正常幾十萬以上,適用于附加值特別高的精度要求極高的商洛鋼管加工;水切割機切割管口能做到無屑無毛刺且不變形,精度一般能達到±0.05mm,價格不高約幾萬一臺,商洛鋼管切割應用相對廣泛;等離子切割機價格也不高約幾萬一臺,常用于切割厚壁商洛鋼管鋼材(正常可切割35mm壁厚以下結構用鋼材,切割厚度理論可達180~200mm),不過切口處容易形成拉口,切口表面質量需要嚴格控制。對于手工切割和自動切割,一般手工切割使用人工上料,其上料和控制切割效率相對較低,而自動切割需要注意控制商洛鋼管進給的長度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。
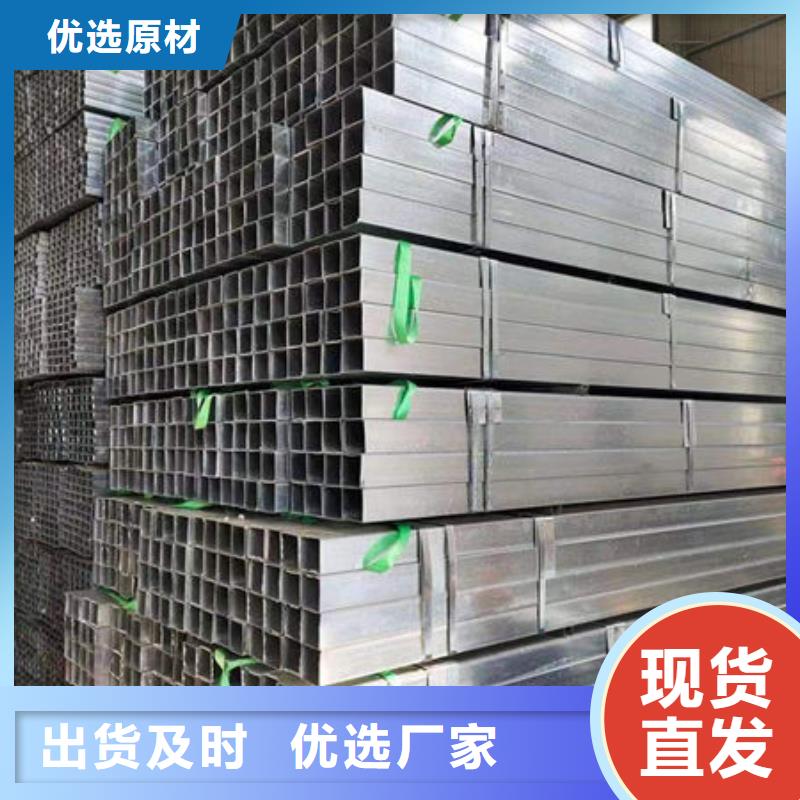
商洛鍍鋅板帶鋼材產品主要應用于建筑、輕工、汽車、農牧漁業及商業等行業。其中建筑行業主要用于制造防腐蝕的工業及民用建筑屋面板、屋頂格柵等;輕工行業用其制造家電外殼、民用煙囪、廚房用具等,汽車行業主要用于制造轎車的耐腐蝕部件等;農牧漁業主要用做糧食儲運、肉類及水產品的冷凍加工用具等;商業主要用作為物資的儲運、包裝用具等。邊部出現的大型夾雜物富集是誘發邊裂的主要根源之一。由于商洛薄板坯采用了漏斗型結晶器,結晶器內部的流動、傳熱的不均勻程度和液面波動情況比傳統板坯連鑄時復雜,在澆鑄過程中往往會造成卷渣,一部分卷渣殘留在鑄坯表面形成表面夾雜,其中較大的夾雜顆粒在鑄坯邊部沉積,造成邊部大型氧化物夾雜的富集。