


無論您是初次接觸還是已經(jīng)熟悉,我們的焊管敢與同行比服務(wù)產(chǎn)品視頻將為您帶來全新的視覺體驗,讓您對產(chǎn)品有更深入的了解。
以下是:焊管敢與同行比服務(wù)的圖文介紹
")
")
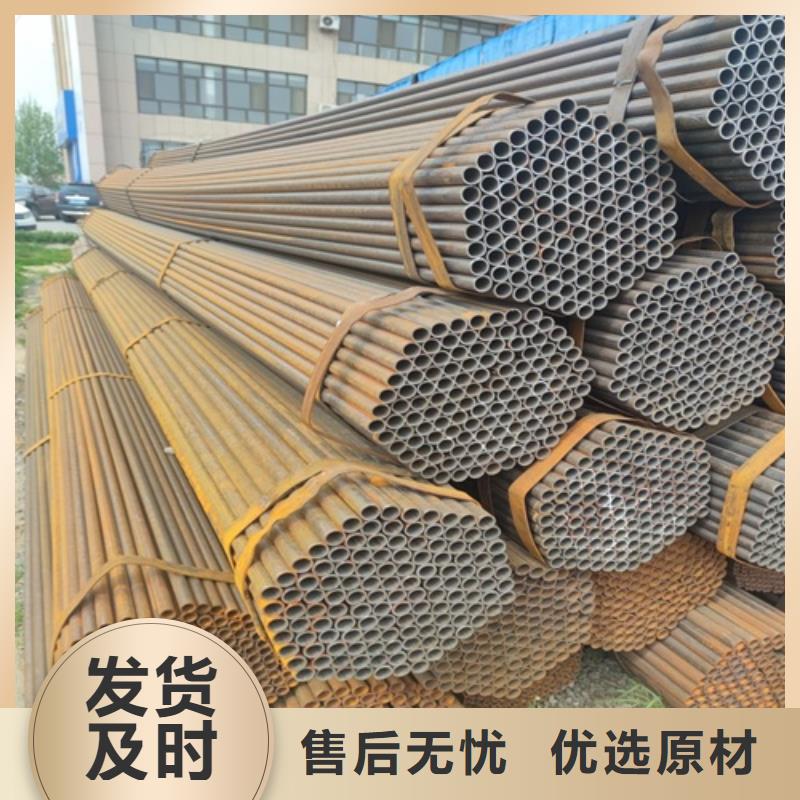
焊管的主要生產(chǎn)步驟 焊管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。 原材料在投入前都要經(jīng)過嚴(yán)格的理化檢驗,帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補(bǔ)焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送;采用外控或內(nèi)控輥式成型。;采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴(yán)格的控制。 焊管焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。再采用空氣等離子切割機(jī)將鋼管切成單根。切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。 焊管的焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補(bǔ)后,再次經(jīng)過無損檢驗,直到確認(rèn)缺陷已經(jīng)。)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機(jī)檢測裝置嚴(yán)格控制。試驗參數(shù)自動打印記錄。
")
")
")
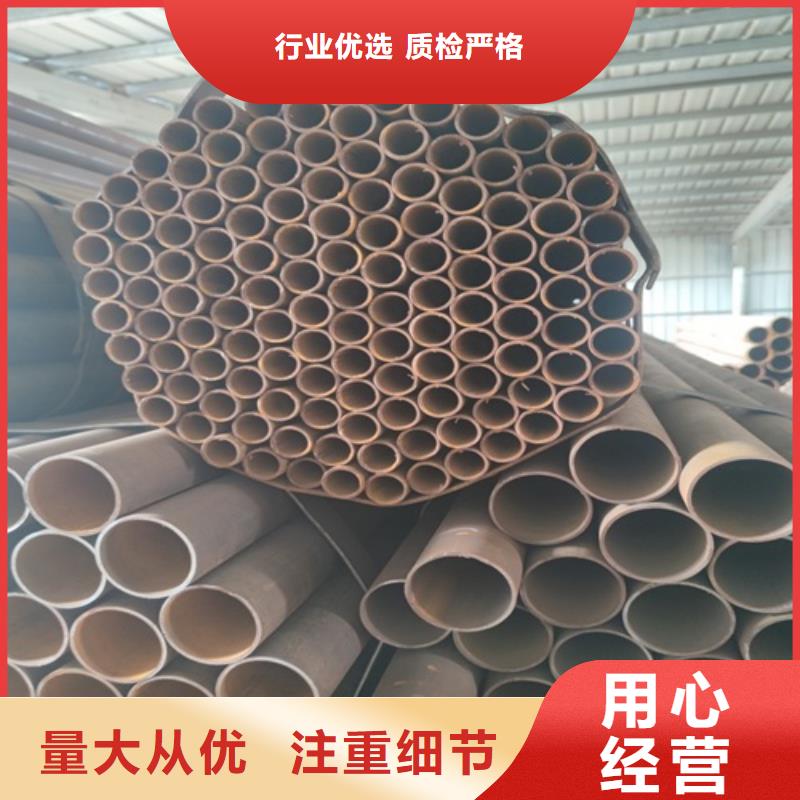
Q345B直縫焊管探傷保證 Q345B直縫焊管質(zhì)量檢驗方法有很多種,其中物理方法也是常用的檢驗方法,物理檢驗就是利用一些物理現(xiàn)象進(jìn)行測定或檢驗的方法。材料或Q345B直縫焊管內(nèi)部缺陷情況的檢查,一般都是采用無損探傷的方法。當(dāng)前的無損探傷有磁力探傷、超聲波探傷、射線探傷、滲透探傷等。 磁力檢驗 磁力探傷只能發(fā)現(xiàn)磁性Q345B直縫焊管表面和近表面的缺陷,而且對缺陷僅能做定量分析,對于缺陷的性質(zhì)和深度也只能根據(jù)經(jīng)驗來估計。磁力檢驗是利用磁場磁化鐵磁Q345B直縫焊管所產(chǎn)生的漏磁來發(fā)現(xiàn)缺陷的。按測量漏磁方法的不同,可分為磁粉法、磁感應(yīng)法和磁性記錄法,其中以磁粉法應(yīng)用廣。 滲透檢驗 滲透檢驗是利用某些液體的滲透性等物理特性來發(fā)現(xiàn)和顯示缺陷的,包括著色檢驗和熒光探傷兩種,可用來檢查鐵磁性和非鐵磁性材料表面的缺陷。 射線探傷 射線探傷是利用射線可穿透物質(zhì)和在物質(zhì)中有衰減的特性來發(fā)現(xiàn)缺陷的一種探傷方法。按探傷所使用的射線不同,可分為X射線探傷、γ射線探傷、高能射線探傷三種。由于其顯示缺陷的方法不同,每種射線探傷都又分電離法、熒光屏觀察法、照相法和工業(yè)電視法。射線檢驗主要用于檢驗Q345B直縫焊管焊縫內(nèi)部的裂紋、未焊透、氣孔、夾渣等缺陷。 超聲波探傷 超聲波在金屬及其它均勻介質(zhì)傳播中,由于在不同介質(zhì)的界面上會產(chǎn)生反射,因此可用于內(nèi)部缺陷的檢驗。超聲波可以檢驗任何焊件材料、任何部位的缺陷,并且能較靈敏地發(fā)現(xiàn)缺陷位置,但對缺陷的性質(zhì)、形狀和大小較難確定。所以Q345B直縫焊管超聲波探傷常與射線檢驗配合使用。
")
")
鵬鑫鋼鐵有限公司為您找到優(yōu)質(zhì)的 重慶江北焊管信息,在這您可以查看 重慶江北焊管報價、行情、參數(shù)、廠家介紹等,聯(lián)系人:李經(jīng)理,地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)武夷山路
")
")
")
小口徑焊管酸洗鈍化的步驟: 1、準(zhǔn)備工作 2、化學(xué)除油,化學(xué)除油采用槽內(nèi)浸泡方式,除油槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。小口徑焊管在槽內(nèi)浸泡時,應(yīng)注意放置的位置,避免管內(nèi)存留空氣。浸泡過程中應(yīng)上下前后移動或翻動管件,使內(nèi)腔溶液不斷更換,以提果。必要時取出管件,用水氣沖洗后再進(jìn)行浸泡。 3、熱水漂洗,除油后的焊管從除油槽內(nèi)取出,浸泡在40℃~60℃左右的熱水槽內(nèi)漂洗,時間5~20分鐘,熱水槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。水中氯離子含量小于25ppm。 4、用水沖洗,水漂洗過的管件用壓力水(壓力P≥0.1Mpa)進(jìn)行沖洗。 5、鈍化 6、干燥 經(jīng)過鈍化的管件,要抓緊用潔凈的壓縮空氣或氮?dú)獯蹈桑⑶冶仨氂凶銐虻臅r間(至少2小時)使之在空氣中自然鈍化。 7、檢驗 管件經(jīng)鈍化后,應(yīng)進(jìn)行自檢、互檢,然后提交質(zhì)檢員按要求進(jìn)行驗收。 8、保護(hù) 1) 如外表面需要進(jìn)行油漆的焊管,則按照涂裝要求進(jìn)行。 2) 檢驗合格后的管件用塑料塞封口,用三防布進(jìn)行包扎保護(hù),并進(jìn)行標(biāo)識。
")
")
Q345C焊管清洗時注意事項 Q345C焊管生產(chǎn)制造的時候,都會涉及到鋼管酸洗過程。對于工作人員來說,在進(jìn)行Q345C焊管酸洗的時候需要注意哪些問題呢。 ,在Q345C焊管酸洗之前必須穿戴好勞動保護(hù)用品。對于現(xiàn)場的工作環(huán)境也要進(jìn)行詳細(xì)的檢查,主要是檢查Q345C焊管的吊帶是否完好,確認(rèn)完好后方可進(jìn)行作業(yè)。 第二,在Q345C焊管酸洗的時候,酸洗主要是采用鹽酸酸洗,一般鹽酸的含量為18%到20%。 第三,工作人員在操作前還需要對酸的濃度和溫度以及本槽酸洗管的噸位了解清楚。 第四,酸洗的過程中還需要經(jīng)常的振動,在往酸槽下管的時候,Q345C焊管要進(jìn)行傾斜,防止鹽酸誤傷到人。
")
")
")
點擊查看鵬鑫鋼鐵有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】