





潛水作業水下安裝技術精湛產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
以下是:潛水作業水下安裝技術精湛的圖文介紹
盛龍水下堵漏封堵切割打撈焊接作業工程有限公司是生產 甘肅潛水打撈救援的專業廠家,我公司本著“質量di yi,服務至上”的經營宗旨,重視科技創新,始終認為:科學技術是di yi生產力。本公司擁有一批高技術、高素質的員工隊伍,以對產品高度認真負責的態度,精益求精、一絲不茍的工作作風,地出色完成客戶對我們的要求,我公司生產的 甘肅潛水打撈救援受到用戶一致好評。
本廠堅持“服務客戶、產品穩定”的原則,不斷吸收國內外同類產品的優點,力求在質量與外觀質量滿足客戶,使產品更適應市場需求。我們將一如既往地以較好的產品質量、良好的售后服務,與您攜手共創美好明天!


氣囊堵塞法管道堵塞氣囊的使用方法: 將管道堵塞氣囊放入需要堵塞的管口,管道的長度與堵塞器的長度相等,通過吸氣閥將壓縮空氣沖入指定壓力施工,施工后打開吸氣閥排氣,將堵塞器取出。 在用水下管道密封氣囊之前的檢查工作:檢查氣囊表面是否干凈,是否粘垢,是否完好,充少量氣體檢查附件和氣囊是否漏氣。進入管道進行密封操作時,確認正常。 水底管路阻塞氣囊檢查管路:阻塞前,檢查管路內壁是否平整光滑,有無毛刺、玻璃、石塊等尖銳物體。如有,立即,以免刺破氣囊。空氣袋放入管道后,應水平放置,不能扭曲放置,以免堵塞氣體,爆炸空氣袋。



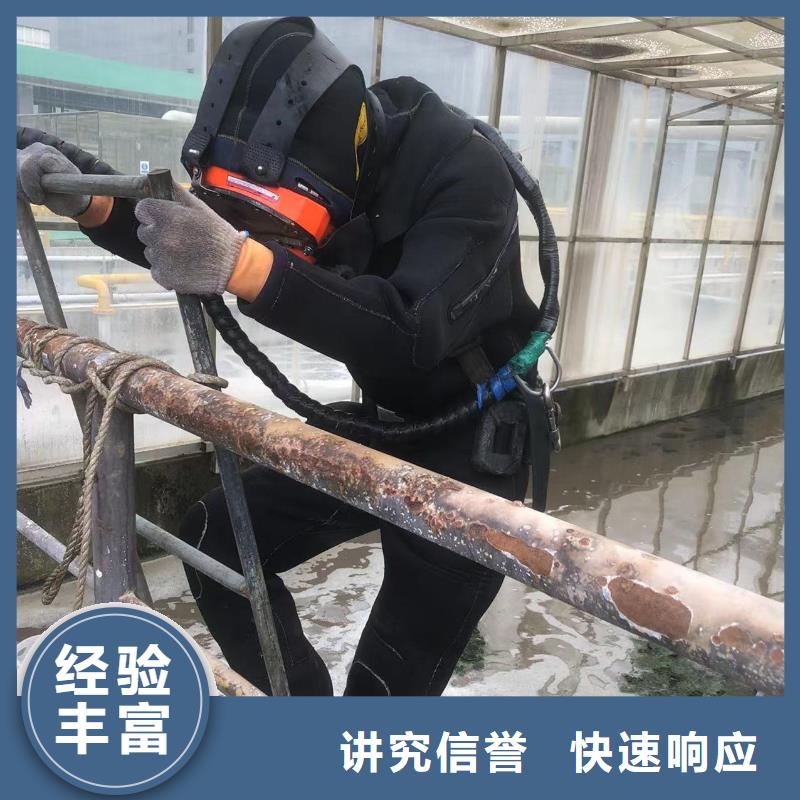
水下焊接特點 (1) 水下環境對焊接過程的影響 水下環境使得焊接過程比陸上焊接復雜得多,除焊接技術本身外,還涉及到潛水作業技術等諸多因素。 1) 能見度差 由于水對光線的吸收、反射、及折射等作用,使光線在水中的傳播能力顯著減弱,只及在大氣中的千分之一左右。采用濕法水下焊接或國外通常用的局部干法焊接時, 電弧周圍產生氣泡的影響,潛水焊工很難看清焊接熔池狀態,妨礙了焊接技術的正常發揮。 2) 急冷效應 海水的熱傳導系數較高,約為空氣的 20 倍左右。即使是淡水,其熱傳導系數也為空氣的個幾倍。若采用濕法或局部干法水下焊接時,被焊工件直接處在水中,水對焊縫的急冷效應極明顯,容易產生高硬度的淬硬組織。只有采用干法焊接時,才能避免急冷效應。 3) 增加了焊縫含氫量 濕法水下焊接時,電弧周圍的水被電弧熱分解產生大量的氫和氧,使電弧氣氛中φ(H) 高達 62 %~ 82 %,則熔池中溶解或吸附大量的氫。致使焊縫金屬含氫量達 20 ~ 70mL / 100g 的范圍內,高于陸上焊接的數倍 。 高壓干法水下焊接時,雖然工件不直接處在水中,但電弧氣氛壓力高,氫的溶解度大,也比陸上相同焊接方法焊接的焊縫含氫量高 。只有常壓干法水下焊接與陸上焊接相似。



水下管道堵漏是鋪設在河流、湖泊和海洋中用于輸送氣體和松散固體的管道。水下管道堵漏不受水深、地形等條件影響,運輸效率高,能耗少。將兩端焊接樁基的梁懸掛在水上,樁基放入樁基兩側的樁中,梁的底部根據中間樁的位置在潛水員的水中標出。此外,梁的懸掛面下降后,中間樁基可處于標記位置它們地焊接在梁的底部,使得三根梁底部的樁基可以燒結在水中具有實際樁間距的梁上。水下安裝樁基、承臺和橫梁,水下時將三個承臺的焊接橫梁吊入水中管道泄漏時,水下管道堵漏的潛水員的水下定位帽套在樁頂上。然后,根據樁基上預留的螺栓孔,在鋼管樁的適當位置開孔,穿過螺栓后擰緊螺母固定樁基礎和樁。
希望大家通過本文的介紹,可以對水下堵漏施工等方面的內容有一定的認識與了解,如果想了解更多的資訊請與我們聯系,我們為您竭誠服務!



水下作業的項目 水下切割不僅作為拆解水下金屬結構物(如打撈沉船、拆除水下結構物等)的一種手段,也作為水下焊接前的一種破口加工的方法。水下切割,經常由于切割位置高于潛水員位置不得不在懸浮位置上切割,其活動大大受限,動作不靈活,調整切割位置困難,容易疲勞,影響切割效率。 水下焊接是潛水和焊接的綜合性作業,其操作環境相當復雜和惡劣,尤其是潛水焊工必須直接在水中進行帶電操作。由于水的導電性,往往比陸上焊接時具有更大的危險性,容易造成潛水事故及觸電事故。水下輕度觸電會使人感到痛苦,使潛水焊工或潛水員造成驚恐心理,導致放漂或下墜等潛水事故。水下嚴重觸電,可能使人痙攣或失去知覺。在水下焊接或切割作業中,電弧發出強烈的弧光和射線仍然能夠灼傷潛水員的眼睛和皮膚暴露部分,造成電光性眼炎和灼傷皮膚。
