




觀看護欄河道護欄實力工廠產品視頻,讓購買決策更有依據。產品優點和特點一目了然,助您明智選擇。
以下是:護欄河道護欄實力工廠的圖文介紹

金立恒金屬制品有限公司

自貢【波形護欄】的詳細介紹
靠譜商家質保一年

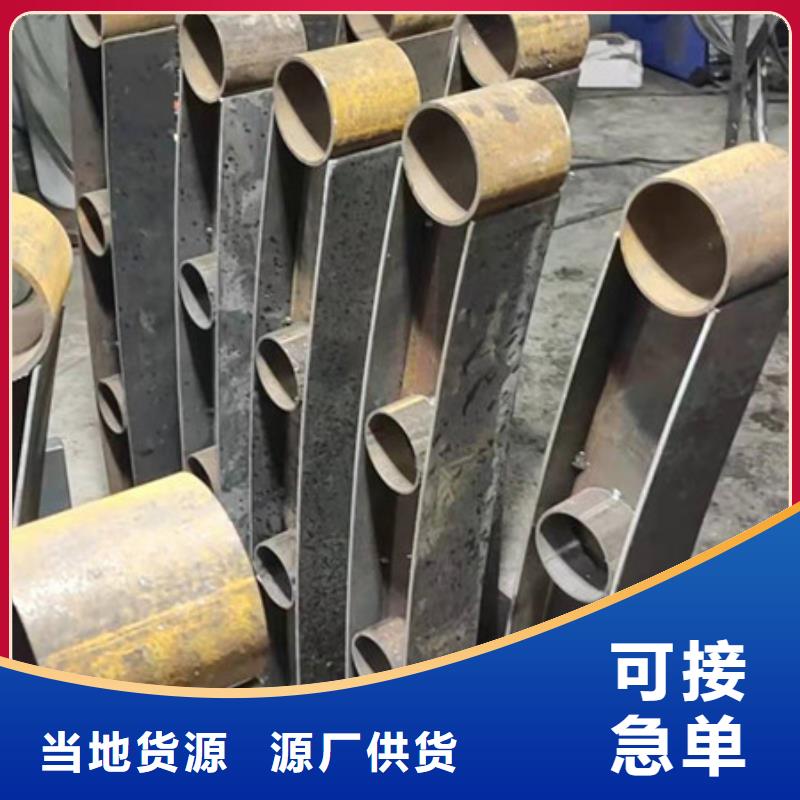
不銹鋼復合管護欄焊接進程
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。
如果因液態縮短和凝結縮短形成的體積縮短等于因外殼尺度縮小所形成的體積減縮,則凝結的外殼仍和內部液態金屬緊密觸摸,不會發生縮孔。可是,因為合金的液態縮短和凝結縮短超過硬殼的固態縮短,因而液體將與硬殼的頂面脫離。順次進行下去,合金管硬殼不斷加厚,液面將不斷下降,待金屬全部凝結后,在鑄件上部就形成了一個倒錐形的縮孔。整個鑄件的體積因溫度下降至常溫而不斷縮小,使縮孔的 體積有所減小,但其值變化不大。如果鑄件頂部設置冒口,縮孔將移至冒口中。以上對合金縮短規矩的剖析,僅涉及合金管成分、溫度等自身因素對縮短的影響,沒有考慮縮短進程中遇到的各種阻止,這種縮短稱為自在縮短。實際上,合金管鑄件在鑄型中縮短時,要遭到各種阻止而使縮短不能自在進行,這時發生的縮短稱為受阻縮短。受阻縮短率總小于自在縮短率,阻力更大時將出現裂紋。
焊接進程:先焊復合層,后焊底層,流程:封焊層——打底焊——過渡層——填充層——蓋面層。管子對焊組對時,其內壁應齊平,內壁錯邊量不宜超過管壁厚度的10%,且應≤2mm。焊接時,應盡量選用多層焊,各焊層焊道的接頭應盡量錯開,焊道不宜太寬太厚。點固焊時管內有必要充氬,以保證點固焊焊縫質量。打底焊時,仰焊方位選用內填絲,立焊、平焊方位選用外填絲法進行焊接。應在坡口內引弧,禁止在非焊接部位引弧,接弧處應保證焊透與熔合,熄弧時應填滿弧坑,焊接即將結束時,應減小氬氣流量,避免氣壓過大使焊縫發生凹陷。焊絲不能與鎢級觸摸或直接深化電弧的弧柱區,避免損壞電弧的安穩和發生夾鎢缺點,焊絲端部不得退出保護區,避免焊絲氧化。

精選原材
注重細節
工序嚴控
價格實惠
廠家直銷
支持定制







金立恒金屬制品有限公司
10年以上自貢【波形護欄】生產經驗
金立恒金屬制品有限公司是集【四川自貢【波形護欄】】的設計研發、生產制造、銷售為一體的專業廠家。公司將一直秉承,勇于創新”的企業態度,不斷【四川自貢【波形護欄】】產品和服務的質量與價值,繼續為客戶提供優質【四川自貢【波形護欄】】和完善的服務,我公司以其科學的管理,我們將永遠堅持用我們的誠心換取您的放心這一原則,回報社會,服務于社會。我們真誠的歡迎各地更多的朋友來參觀指導,讓我們手拉手,心連心共同發展!