

如果你想要更深入地了解我們的直縫管合金鋼管實力優品產品,那么請務必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是:直縫管合金鋼管實力優品的圖文介紹
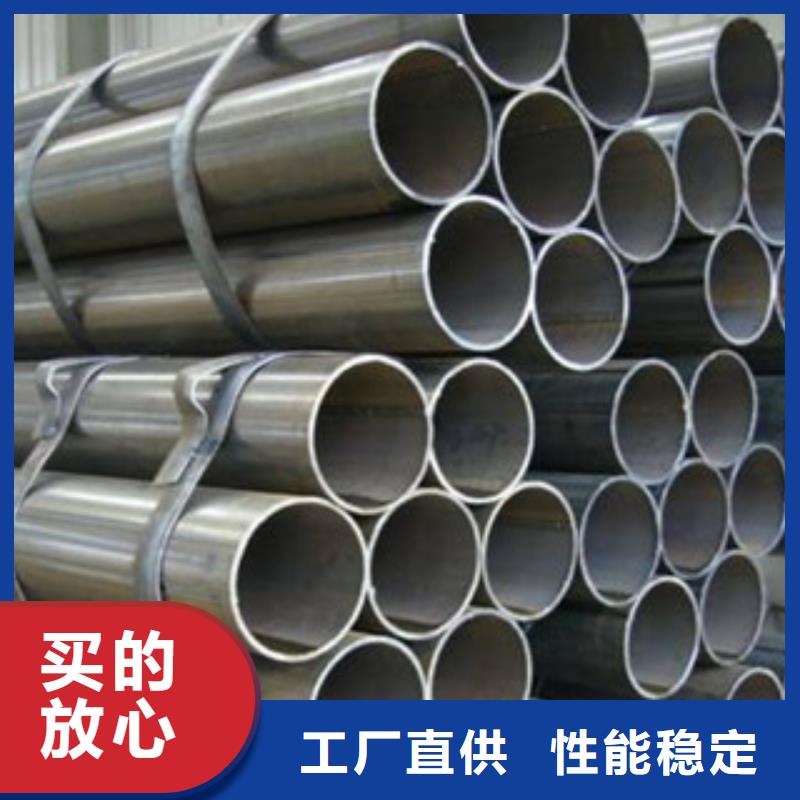
鋼興鋼管 有限公司技術力量雄厚,我廠本著“客戶至上,誠信至上”的原則,與多家企業建立了長期的合作關系,產品質量有保障。鋼興鋼管 有限公司是專業的 河北秦皇島20G無縫鋼管生產廠家,本廠主要生產 河北秦皇島20G無縫鋼管,凡在我司采購的材料,均提供相應的產品檢驗報告,可放心采購。歡迎廣大用戶實地考察,有意采購我司產品者,歡迎您索取資料或實地考察!
本企業發展思路是:搶抓機遇,開拓創新;同心拼博,攜手共進。助我發展;就是要狠抓學心,改善心智,轉換模式;就是要強化企業文化建設,形成同心謀發展,同步搞建設的氛圍;就是要實現企業與合作伙伴共進,業主事業與員工職業成長共進,達到兩個雙贏。


ERW管在國內發展很快。高頻電阻焊直縫鋼管要強化幾何無縫化(刮去內、外毛刺)和物理無縫化(焊縫和熱影響區的應力及改善物理性能)工藝優勢,使焊縫包括熱影響區達到或接近母材的性能,從而趕上無縫管的水平。這就拓寬了高頻電阻焊直縫鋼管的使用范圍。例如:全世界一年消耗石油套管約800萬t,其中一半是高頻電阻焊直縫鋼管。國外海洋用管、極地管線也是用高頻電阻焊直縫鋼管。歐洲鍋爐管乃至一部分高壓鍋爐管也用高頻電阻焊直縫鋼管。在國外,城市中小口徑燃氣管線、中小口徑油氣管線 ERW管。此外,汽車管、機械管、網架結構管(圓、方矩形管)大量使用ERW管。這是由于ERW管尺寸精度高,并且與無縫管強度相同時,塑性、韌性更優良。國內高頻電阻焊直縫鋼管應當向高質量、高附加值方向發展。


焊接工藝:
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
強度特點:
管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δ和軸向應力δ。焊縫處合成應力δ,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為度,因此螺旋焊縫處合成應力是直縫焊管主應力的。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
強度特點:
管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δ和軸向應力δ。焊縫處合成應力δ,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為度,因此螺旋焊縫處合成應力是直縫焊管主應力的。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。



