

聯系我們

當前位置:
武漢 華宇誠數控科技有限公司 >
黃岡當地行業新聞
數控等離子切割機光纖激光金屬切割機廠家貨源穩定
更新時間:2025-01-25 07:33:32 瀏覽次數:1 公司名稱:武漢 華宇誠數控科技有限公司
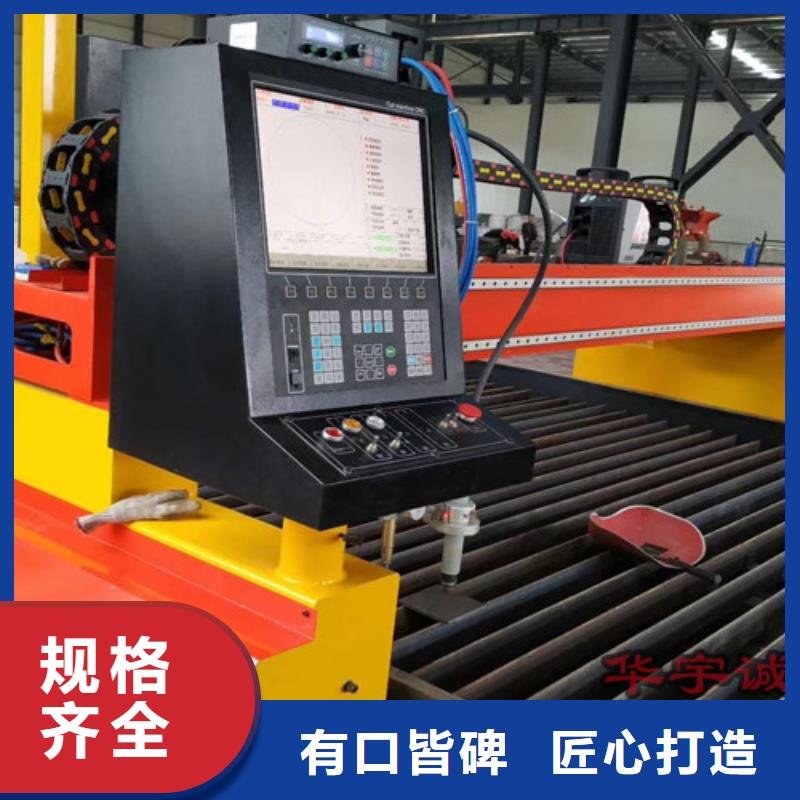
以下是:數控等離子切割機光纖激光金屬切割機廠家貨源穩定的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 3天 |
| 供貨總量 | 999 |
| 運費說明 | 供方支付 |
| 最小起訂 | 1 |
| 是否廠家 | 生產廠家 |
| 產品材質 | 鋼結構 |
| 產品品牌 | 華宇誠數控 |
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 產品型號 | YCLM-4000 |
| 質保時間 | 2年 |
| 適用領域 | 金屬鋼板切割 |
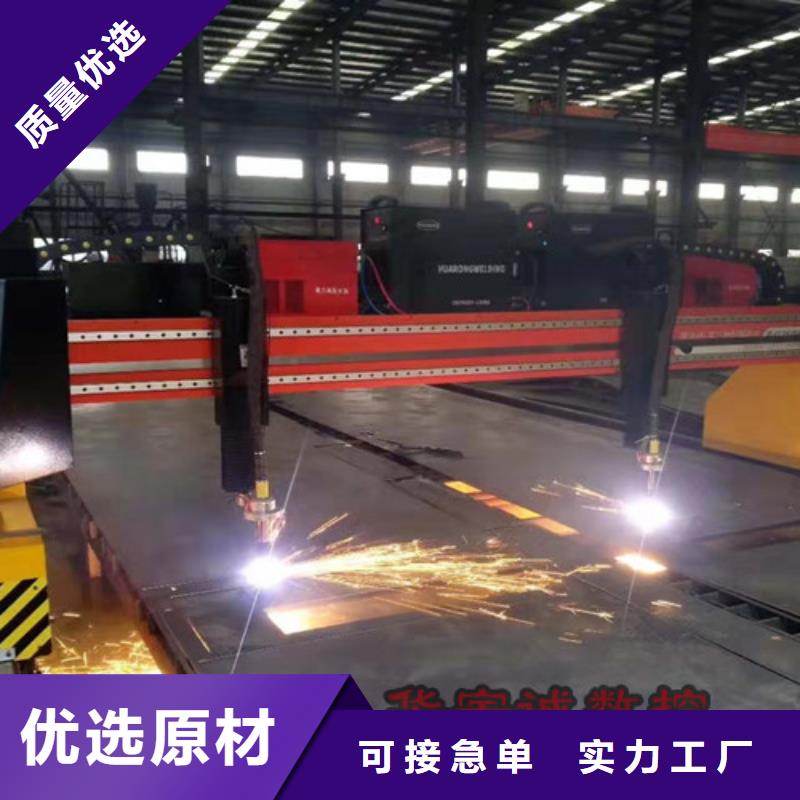
以下是:數控等離子切割機光纖激光金屬切割機廠家貨源穩定的圖文視頻




數控等離子切割機光纖激光金屬切割機廠家貨源穩定,華宇誠數控科技有限公司為您提供數控等離子切割機光纖激光金屬切割機廠家貨源穩定產品案例,聯系人:,電話:18986290037、18986290037,QQ:1051088151,發貨地:武漢江夏區廟山工業園特1號發貨到湖北省 黃岡市 黃州區、團風縣、紅安縣、羅田縣、英山縣、浠水縣、蘄春縣、黃梅縣、麻城市、武穴市。 湖北省,黃岡市 黃岡市自東晉以后,形成大體完整的郡州。明代以后,蘄州歸屬黃州府管轄,黃州成為區域的政治中心。黃岡市位于楚頭吳尾和鄂豫皖贛四省交界,是武漢城市圈的重要組成部分,具有“承東啟西、縱貫南北、得中獨厚、通江達海”的區位優勢;有著2000多年的建置歷史,是中共早期建黨活動的重要駐地和鄂豫皖革命根據地的中心,鑄就了“緊跟黨走、不屈不撓、艱苦奮斗、無私奉獻”的老區精神,曾榮膺十佳魅力城市,并獲評“正能量城市”;市境內有大別山、遺愛湖等景點。2023年,被評為三線城市。
準備好領略數控等離子切割機光纖激光金屬切割機廠家貨源穩定產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:數控等離子切割機光纖激光金屬切割機廠家貨源穩定的圖文介紹
華宇誠數控科技有限公司以高質量的產品創行業品牌,以專業的技術和誠摯的熱情開拓市場,以優質的 湖北黃岡大功率激光切割機產品,贏得用戶。 湖北黃岡大功率激光切割機產品遠銷國內外 國內銷往河北、山東、河南、湖南 、湖北、江蘇省、安徽、浙江省、福建、海南、廣東、四川省、山西、陜西、寧夏、內蒙,臺灣等地。


數控等離子切割機的型號有哪些?如何選擇?數控等離子切割機的型號有哪些?一般而言不同的數控等離子切割機的型號都是廠家決定的,所以你需要根據自己選擇的廠家,來看看到底有什么型號的切割機,當然,像是數控系統這樣的東西一般都是相同的,例如上海交大的數控系統,型號的話,可以在“信爾切割機產品大全”里面查找適合自己的切割機型號。那么,如何選擇合適的數控等離子切割機型號呢?數控等離子切割機的型號有哪些?人們都有一個普遍的概念,利用數控設備可以獲得高精度、效率高。在同類設備中,進口設備和檔次高布置的設備精度更高,生產效率更高。但是,數控火焰和等離子切割機卻完全不這樣做。在數控火焰切割和等離子切割中,斷續寬度受到斷續等諸多因素的影響,所以無論設備本身的精度有多高,被它切割的零件精度,誤差一般在±0.5mm左右,而且誤差比設備本身高出幾個數量級。即便是斥巨資進口的數控等離子切割機,也不過幾百萬元。這是由火焰或等離子切割方式決定的,不可避免地無法達到其他數控設備如數控車床的高加工精度。換句話說,不管是6級還是8級,這個裝備本身的精度都不是那么重要。從生產效率的角度看,切割速度的快慢完全取決于板材厚度、零件數量、氧氣純度和氣體質量等因素,以火焰切割為例,設備的行走速度需要滿足和適應切割技術的要求。換句話說,切割效率與設備本身沒有直接關系。當然,數控等離子切割機表現出了相當高的精度和效率,但這并不是大眾所具有的提高機床加工精度和效率的概念,而是與人工切割相比。從以上分析可以看出,各廠家生產的數控等離子切割機在切割精度和生產效率上沒有明顯差異。即使是小到萬元的小型數控,與進口的昂貴大型數控相比,加工零件的精度、粗糙度和生產效率也沒有明顯的差別。因此,由于機械加工技術的這種局限性,對于原本只能做粗加工的設備和加工中樞等精加工設備,一味追求所謂的檔次高布局,提高加工精度和效率是不科學的。比較貴的裝備不是制造裝備,而是那個裝備是檔次高裝備。衡量一臺設備是否檔次高,評價的依據不是所使用的設備是否昂貴,而是設備的可靠性和使用效果(其加工產品的精度、粗糙度和生產效率)。對于這樣的設備,在滿足各道工序的切割要求后,系統追求的要點是:要有一定的技術含量。數控下料的切割環境較差,粉塵較大,溫度變化較大,設備運行過程中存在振動,因此系統的可靠性非常重要。硬件和軟件的性能可以很好地滿足切割的各種工藝要求。方便的圖形輸入,良好的操作性能,符合中國國情,使現場操作人員的操作和維護更加方便。它具有很好的可操作性。例如,焊槍有各種必要的移動定位和控制關鍵操作。數控等離子切割機本身就是粗加工,客戶在選擇的時候,一定要保證對產品的精度沒有很高的要求。線切割電火花加工的精度比較高,但切割速度比較慢。有些客戶不一定會想到切割機和電源的問題。 切割機保證了切割精度,但電源保證了切割厚度、坡度、毛刺和塞子等問題。因此,在進行選擇的時候,你需要注意的是,準確率是不是夠高?通常情況下,鋼材的比較大切削長度和寬度。這樣你就可以選擇你需要的產品。



數控等離子切割是集數控、等離子和逆變電源技術于一體的高新技術,相對數控火焰切割具有切割速度快、效率高、切割面質量好、切割尺寸、工件熱變形小等優點,在鐵路、船舶、航空和機械制造等制造業中得到廣范應用。目前,制備車間有兩臺數控等離子切割設備,主要用于長大配件、形狀復雜的異形工件的切割下料,尤其是在當前公司小批量多品種訂單較多的生產形勢下,數控等離子切割的優勢愈加明顯。本文主要針對數控切割過程中出現的常見質量問題進行原因分析,并提出了解決和控制措施。1.數控等離子切割的工作原理數控等離子切割是以高溫、高速的等離子弧為熱源,以壓縮氣體為工作介質 , 通過被壓縮氣體電離形成高溫、高速的等離子電弧 , 將被切割的金屬或非金屬局部熔化(或蒸發),同時用高速、高壓氣流將已熔化的金屬或非金屬“吹離”基體而形成狹窄而光潔切口的一個過程,如圖1所示。圖片圖 1 數控等離子切割示意2.影響數控等離子切割的因素分析與控制措施數控等離子切割常見的質量缺陷有:穿孔缺陷、切割變形、熔渣、斷面傾斜以及波紋等。而在實際生產中影響切割質量的因素主要有:切割程序代碼、原材料平面度及內應力、起收弧缺陷、切割速度、切割順序、弧壓高度等,這些因素控制不當都會產生質量缺陷,因此如何采取控制措施質量缺陷是我們需要解決的主要問題。(1)切割程序代碼 數控等離子切割是通用數控程序代碼來實現產品加工的,因此程序代碼的正確與否,直接影響產品切割質量。在車間以往的切割生產中,曾發生過因程序代碼錯誤和錯誤調用產生的質量問題。控制措施:解決這一問題就要從源頭上加以控制,一是增加數控程序的校核過程,確保切割代碼正確性;二是建立程序和圖紙的資源庫,減少因多次編制造成的錯誤概率增加;三是對程序進行統一編號,規范管理,如:利用物料代碼的性對程序進行編碼,可以避免因程序調用錯誤產生質量問題。(2)原材料的不平度和內應力 原材料的不平度和內在應力,對切割質量的影響非常大。目前車間使用的大部分原材料在切割前都要經過預處理線拋丸除銹和底漆噴涂,尤其是2~8mm的卷板,在經過拋丸處理以后,內部應力分布不均勻,板材會產生不同程度的變形,影響數控等離子切割的尺寸精度。控制措施:針對原材料不平度和內應力,可以在切割前,對原材料增加一道校平工序,進一步釋放板材內在應力,一般將板材的平面度控制在≤2mm/m2,能夠有效保證切割產品質量。(3)起收弧缺陷 起收弧缺陷是等離子切割件中常見的切割缺陷。起弧缺陷一般是由板料不平、工件切割過程中發生變形或位移,起弧線、補償值設置不合理等原因造成的。由于板料不平,工件和母板脫離時會向下掉落,掉落瞬間會被等離子流灼傷,造成起弧缺陷。控制措施:根據實際情況設置提前收弧時間,使工件掉落時剛好停弧或者在編程時去掉引出線。另外對于工件切割過程中發生變形或位移,產生的起收弧微小缺陷可以通過設置四分之一圓弧的起收弧線來彌補。(4)切割速度 切割速度主要是影響切割斷面的斜度和波紋。切割速度加快會導致切口斜度變大,過快會在切口處出現波紋和毛刺,甚至會無法切透或斷弧。切割速度過慢也會出現毛刺,并會使切縫變寬,影響工件尺寸與質量,降低了切割效率。控制措施:數控等離子切割不同厚度的鋼板時,需選擇不同型號割嘴和耗材,同時也對應著不同的切割速度和切割參數設置。附表是本人針對精細等離子切割機整理的常用板材選擇割嘴和切割速度。精細等離子常用板材切割速度圖片(5)切割順序 切割順序的選擇對于保證切割質量也非常關鍵。尤其是在多種配件數控套裁下料時,切割順序的選擇將影響整張板材的成品率。在車間D11配件生產中,就出現了因切割順序選擇不當造成母材變形產生位移,使后續產品無法完成切割情況。控制措施:切割順序選擇應遵循先內后外,先小后大的原則;即先切割工件內輪廓,后切割外輪廓;先切割母材中面積小的零件,后切割大尺寸的零件,可使尺寸大的零件周邊的材料質量變輕,有利于減小大尺寸零件切割時產生的熱變形偏差;此外,在能保證的切割質量的前提下,應盡量選擇近的切割路線。(6)弧壓高度控制 弧壓高度是指在切割過程中等離子割炬與工件表面的高度距離,弧壓的高度主要會影響工件切口的斷面質量,因此弧壓控制也很重要,控制不當會導致斷弧或熔切不透。控制措施:在實際切割過程中 ,調整割炬高度與電弧壓力:割炬高度一般應在 3~6mm 之間,根據實際板厚與板料的不平度情況微調割炬高度與電弧壓力,在其他因素不變的情況下可減小切口的斜度,改善切口質量,減少斷弧率,達到更加理想的效果。、3.結語綜上所述,根據數控等離子切割工藝的特點和規律,通過采取得當措施就可減少切割缺陷、控制切割質量。總之,數控等離子切割機的切割質量控制除了以上提到的因素外還有其它影響因素,需要我們在實際操作中總結經驗并不斷改進。隨著數控技術自動化、柔性化、集成化、高速化的發展,我們相信數控切割技術的應用會越來越廣泛,而數控等離子切割技術也將會越來越完美。


數控等離子切割機的編程一般分為手動和自動兩種方式,這兩種方式有自己的優點,在一些情況下可以用自動編程,這就要根據實際的情況來決定用什么樣的編程方式了,現在給大家介紹一下關于等離子數控切割機的編程方式。數控等離子切割機自動編程的加工過程零件輪廓坐標信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數據庫中以頂點(即相連點)子實體的形式保存信息,與形狀位置有關的信息有兩個:一是頂點(VERT.Ex)的坐標值,二是頂點凸度(BULGE)。PoLYline命令繪制后的實體輪廓外形,可利用o與ectARX函數方便地知道各頂點的坐標值和凸度值,這樣就得到了零件輪廓上直線的起點、終點、坐標和圓弧起點、終點、半徑、圓心的幾何信息。在對輪廓要求不嚴格時,如護欄花形、文字等,也可用LINE命令,利用粗插補的原理,連續描述零件實體輪廓外形,直接生成頂。數控等離子切割機手工編程大體過程如下:分析零件圖樣一數控工藝處理一數學處理一編寫NC代碼一校驗、調試NC程序一首件試切一誤差分析,枯燥、繁瑣、易出錯、指令語法難記憶。而對復雜的加工零件描述點過多更不適用。自動編程時AutoCAD20oo可直接由二維圖形描述零件輪廓的圖形實體直接生成數控加工代碼,則可以避免人工編程復雜的記憶。明顯提高編程效率和編程質量。尤其是在復雜的輪廓編程中,更能發揮其優勢。數控等離子切割機的編程一般分為手動和自動兩種方式,這兩種方式有自己的優點,在一些情況下可以用自動編程,這就要根據實際的情況來決定用什么樣的編程方式了,現在給大家介紹一下關于等離子數控切割機的編程方式。數控等離子切割機自動編程的加工過程零件輪廓坐標信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數據庫中以頂點(即相連點)子實體的形式保存信息,與形狀位置有關的信息有兩個:數控等離子切割機一是頂點(VERT.Ex)的坐標值,二是頂點凸度(BULGE)。PoLYline命令繪制后的實體輪廓外形,可利用o與ectARX函數方便地知道各頂點的坐標值和凸度值,這樣就得到了零件輪廓上直線的起點、終點、坐標和圓弧起點、終點、半徑、圓心的幾何信息。在對輪廓要求不嚴格時,如護欄花形、文字等,也可用LINE命令,利用粗插補的原理,連續描述零件實體輪廓外形,直接生成頂。



在湖北省黃岡市采買數控等離子切割機光纖激光金屬切割機廠家貨源穩定到華宇誠數控科技有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:-18986290037,QQ:1051088151,地址:《江夏區廟山工業園特1號》。