


簡約而不簡單,我們的護(hù)欄波形護(hù)欄板好貨有保障產(chǎn)品視頻將用直觀的方式展示產(chǎn)品的核心價值。
以下是:護(hù)欄波形護(hù)欄板好貨有保障的圖文介紹
欄波形護(hù)欄板好貨有保障")
廣順交通設(shè)施有限公司的宗旨是:平等互利,共創(chuàng)雙贏,我們的目標(biāo)是:提供高品質(zhì),高服務(wù),堅持客戶為主的原則,為廣大客戶提供 山東菏澤波形護(hù)欄立柱廠家、波形護(hù)欄板、波形護(hù)欄、三波波形護(hù)欄服務(wù)。本廠有訓(xùn)練有素的員工及管理隊伍,有多位 山東菏澤波形護(hù)欄立柱廠家、波形護(hù)欄板、波形護(hù)欄、三波波形護(hù)欄工程師,不但確保 山東菏澤波形護(hù)欄立柱廠家、波形護(hù)欄板、波形護(hù)欄、三波波形護(hù)欄產(chǎn)品品質(zhì)。在產(chǎn)品設(shè)計、產(chǎn)品制造、工程設(shè)計、產(chǎn)品使用、售后服務(wù)五個層面解決客戶使用流程中所有問題。
欄波形護(hù)欄板好貨有保障")
欄波形護(hù)欄板好貨有保障")
應(yīng)保證鐵藝立柱全部座落在鋼板上,并且四周能夠焊接。安裝立柱焊接立柱時,需雙人配合,一個扶住鋼管使其保持垂直,在焊接時不能晃動,另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。扶手與立柱連接立柱在安裝前,通過拉長線放線,根據(jù)場地的傾斜角度及所用扶手的圓度,在其上端加工出凹槽。 然后把扶手直接放入立柱凹槽中,從一端向另一端順次點焊安裝,相鄰扶手安裝對接準(zhǔn)確,接縫嚴(yán)密。相鄰鋼管對接好后,將接縫用鐵藝焊條進(jìn)行焊接。誠信不銹鋼鐵藝部提醒:焊接前,必須將沿焊縫每邊30~50mm范護(hù)內(nèi)的油污、毛刺、銹斑等干凈。 打磨拋光全部焊接好后,用手提砂輪機將焊縫打平砂光,直到不顯焊縫。拋光時采用絨布砂輪或毛氈進(jìn)行拋光,重慶不銹鋼欄桿施工人員提醒,同時采用相應(yīng)的拋光膏,直到與相鄰的母材基本一致,不顯焊縫為止。以上六點就是通常鐵藝護(hù)欄的安裝流程,具體問題具體分析,可能稍微有點不同,但是總體上都是一致的,總之就是要安裝的很到位,很,確保N年內(nèi)不出現(xiàn)任何問題,這才是我們所希望的完美無暇的鐵藝護(hù)欄安裝工程。 鐵藝護(hù)欄施工方案編制依據(jù):鐵藝護(hù)欄施工圖建筑工程驗收規(guī)范GB52002工程概況:本工程包括鐵藝護(hù)欄制作,安裝,油漆。鐵藝護(hù)欄要求鐵藝施工安排在施工前由負(fù)責(zé)人對各項施工負(fù)責(zé)人進(jìn)行施工方案交底,并由人員施工隊長編寫交底,對施工人員進(jìn)行培訓(xùn)及現(xiàn)場作業(yè)指導(dǎo)。
欄波形護(hù)欄板好貨有保障")
欄波形護(hù)欄板好貨有保障")
欄波形護(hù)欄板好貨有保障")
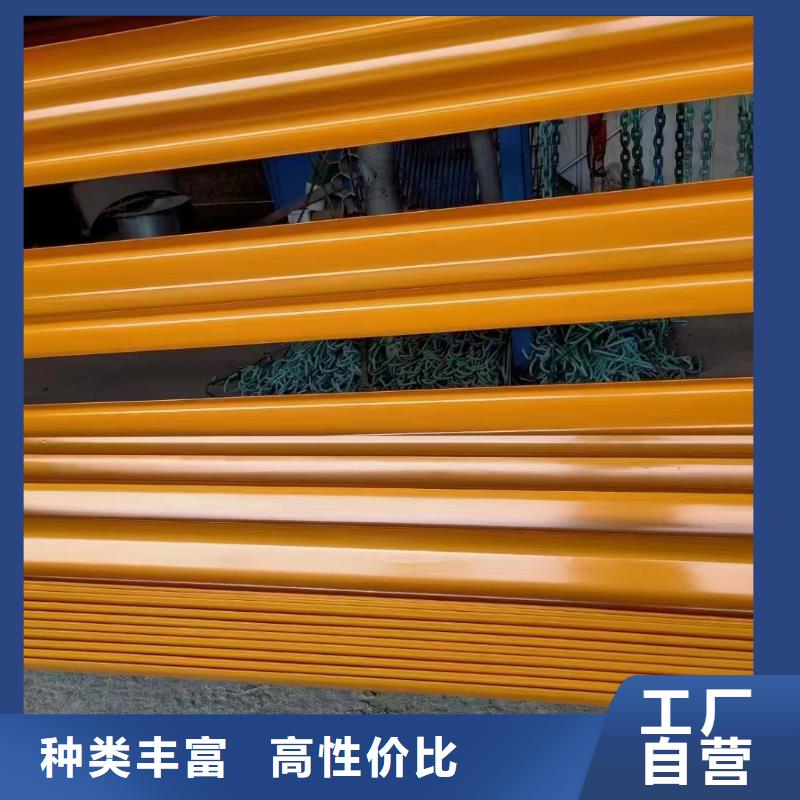
護(hù)欄是道路設(shè)施的重要組成部分.也是高速公路的主要耗鋼部分。高速公路護(hù)欄又叫“波形梁護(hù)欄”“波紋板”等,是典型的冷彎型鋼產(chǎn)品,也是重要的交通基礎(chǔ)設(shè)施,高速公路是從80年代發(fā)展起來的,它對國民經(jīng)濟(jì)和社會的發(fā)展起著重要的影響作用。 是高速公路重要和保障設(shè)施。高速公路護(hù)欄包括護(hù)欄板和立柱,立柱間距一般為2米或4米,2米間距立柱主要在危險路段使用。高速公路標(biāo)準(zhǔn)段每公里用250塊護(hù)欄板,立柱間距為4米,每公里用250根立柱,端頭2個,柱帽250個,防阻塊250個,連接螺栓250套,拼接螺栓2000套。 的立柱可能采用預(yù)埋形式,也可能是帶底盤的立柱,的規(guī)格。根據(jù)鋼結(jié)構(gòu)冷彎型鋼分會對部分高速公路和市政道路的調(diào)查、統(tǒng)計,估計每公里護(hù)欄用鋼量(按護(hù)欄板+立柱用銅計算)約為90噸~100噸左右。依據(jù)公路行業(yè)規(guī)劃目標(biāo)和公路行業(yè)的運輸需求情況(旅客運輸需求量和貨物運輸需求量),后兩年,高速公路護(hù)欄用鋼預(yù)計為170萬噸。 高品質(zhì)公路護(hù)欄護(hù)欄用鋼待公路護(hù)欄作為高速公路的重要設(shè)施,其選材和結(jié)構(gòu)設(shè)計直接影響到它所能夠提供的保障程度。護(hù)欄的主要功能是防止車輛越出路外或穿越分隔帶,從而降低事故發(fā)生的嚴(yán)重性,這就要求護(hù)欄具有足夠的力學(xué)強度來抵擋車輛的碰撞,同時又能保護(hù)人員免受傷害。
欄波形護(hù)欄板好貨有保障")
欄波形護(hù)欄板好貨有保障")
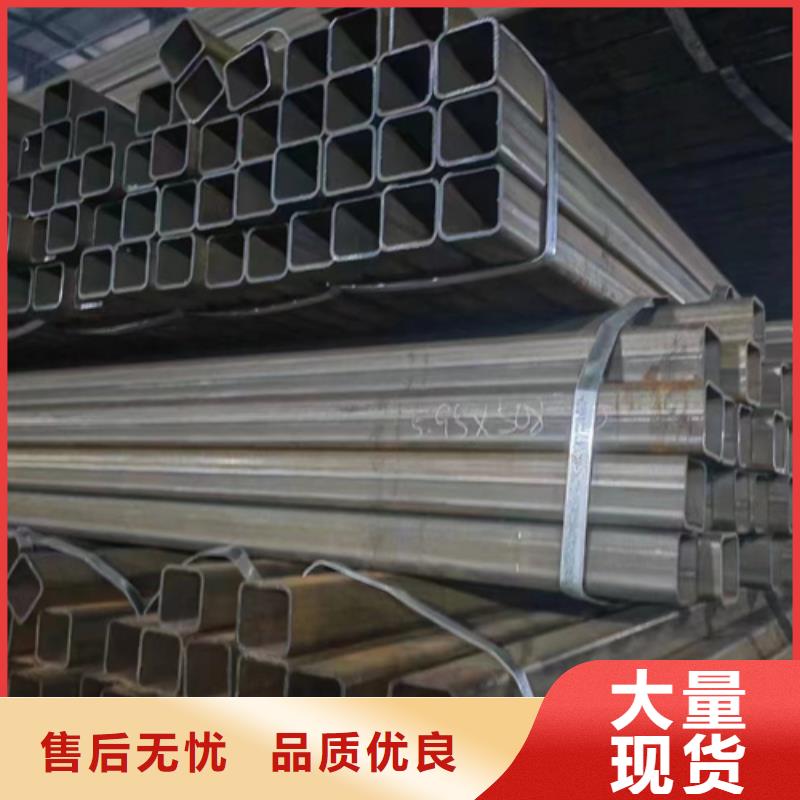
焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機械加工, 在施工現(xiàn)場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。 不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
欄波形護(hù)欄板好貨有保障")
點擊查看廣順交通設(shè)施有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】