

簡約不浮華,不簡單實用。我們的【無縫鋼管-電力用管型號齊全】產品視頻用直觀的方式展現產品的實用性和價值。
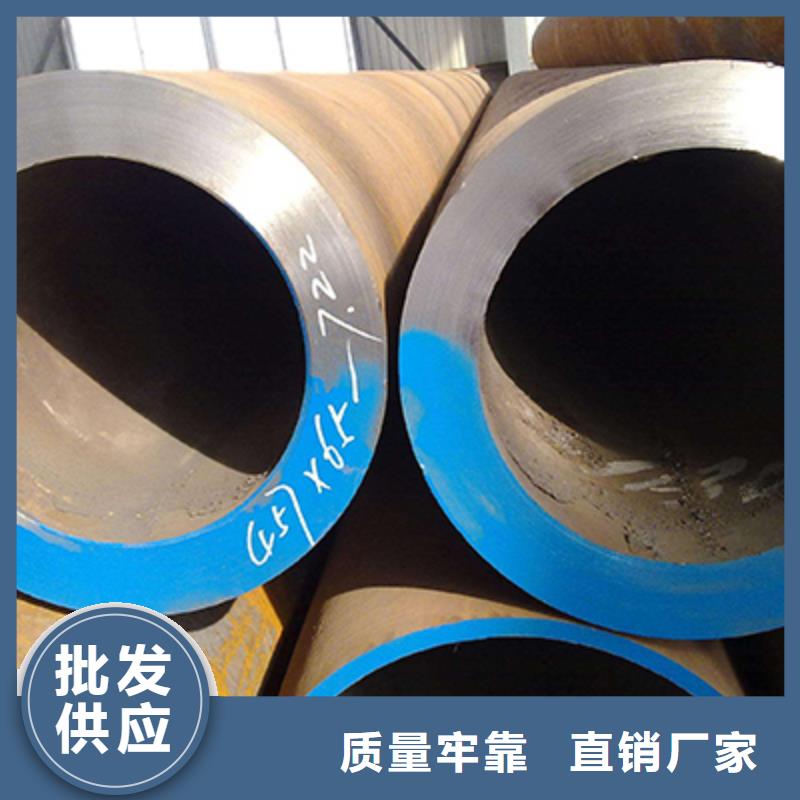
以下是:【無縫鋼管-電力用管型號齊全】的圖文介紹
恒永興金屬材料銷售 有限公司是專業研發、生產、銷售量【安徽銅陵低中壓鍋爐管】產品的企業之一,廠家位于北辰區雙街鎮京津路西(北方實業發展有限公司內),廠家自創立以來,始終秉持專業、專注、專一的經營理念,全力開發滿足各領域需求的高品質【安徽銅陵低中壓鍋爐管】產品,在國內【安徽銅陵低中壓鍋爐管】產品領域擁有很高的聲譽。



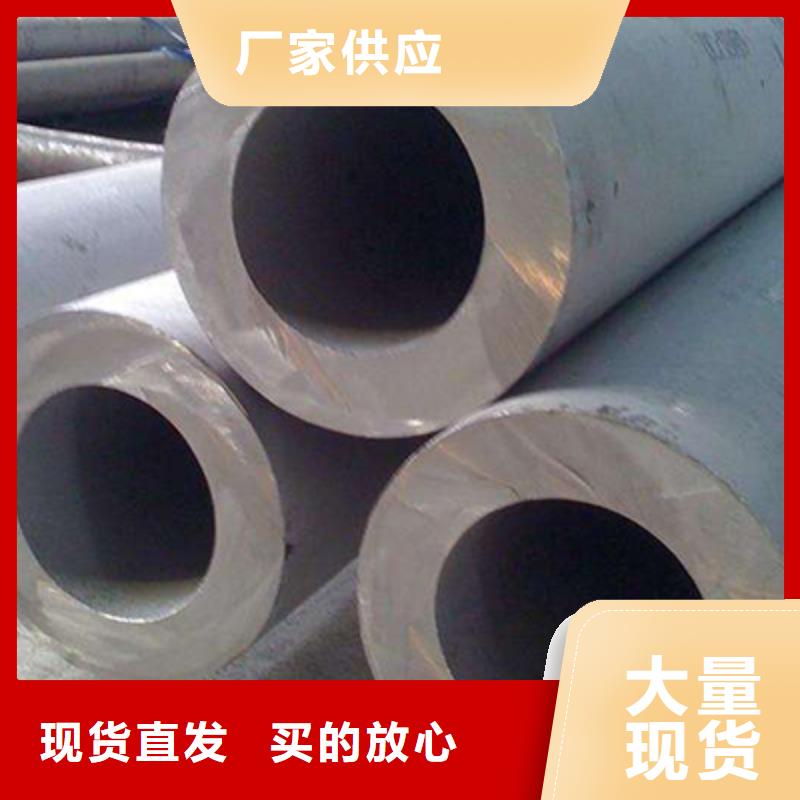
精密無縫鋼管市場的終端成交盡管有小幅的放量,精密無縫鋼管市場的終端成交盡管有小幅的放量,但跟去年同期相比相差甚遠;且鋼價遠低于去年同期水平;需求無法釋放,說明下游行業在經濟轉弱的情況下,對鋼材的采購方式發生了改變,相對謹慎的執行按需采購的策略,以避免不必要的損失。下游終端的采購始終保持謹慎觀望的態度,直接弱化此前鋼廠和精密無縫鋼管鋼貿商聯手挺價的熱情,在成交疲軟的影響下,只能選擇盤整消化。原因1.主要原因除生產成本維持高位外,精密無縫鋼管更重要的是需求下降較快。原因2.上周資金釋放規模創下20周來單周 水平,銀行承兌匯率再創新低,另外央行通知下調縣級以下金融機構下調1%的存款準備率,預示著大量的資金流動性將流向涉農及中小型企業;釋放資金定向寬松的號十分強烈。但筆者擔憂,資金面的寬松能否及時的傳導至鋼市下游精密無縫鋼管行業企業尚待觀察,切不可盲目樂觀。



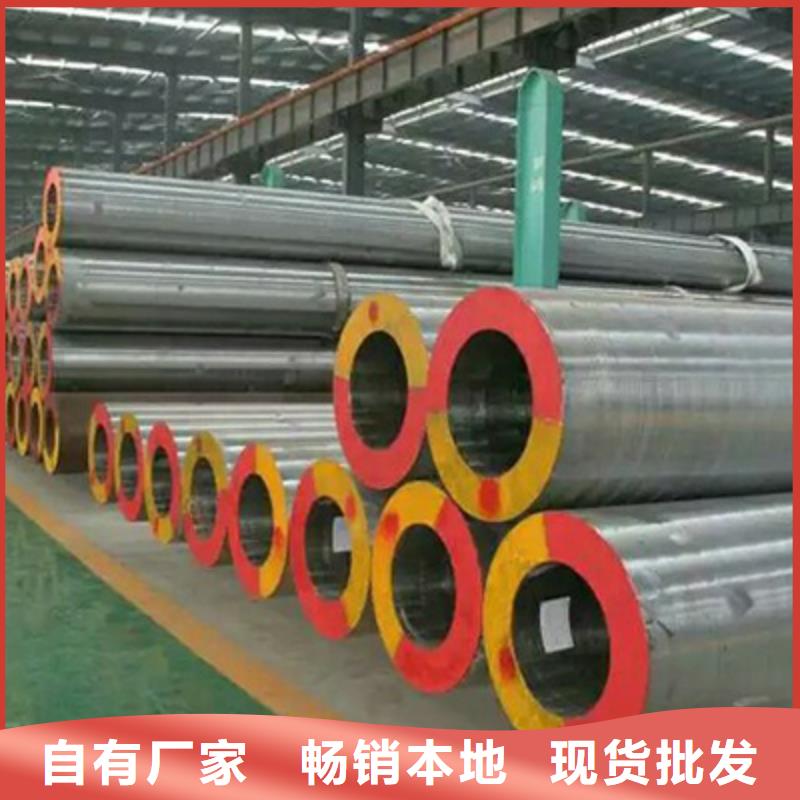
大口徑厚壁無縫鋼管焊接技術詳細介紹:全自動焊接大口徑、厚壁(大于21mm)管線經常采用U型坡口或復合型坡口,由于U型坡口、復合坡口加工耗時、耗力制約管道焊接效率。V形坡口加工簡單,省時、省力,但大口徑、厚壁管線V型坡口全自動焊接時,如焊接工藝參數選擇不當,將導致焊接缺陷產生。隨著管道建設用鋼管強度等級提高至X70、X80級別,管徑和壁厚的增大,從2003年起在管道施工中逐漸開始應用自動焊技術。管道自動焊技術由于焊接效率高,勞動強度小,焊接過程受人為因素影響小等優勢,在大口徑、厚壁管道建設的應用中具有很大潛力。但我國的管道自動焊接技術正處于發展階段,焊接中的一些問題如根部未熔合、側壁未融合、坡口復雜等還沒有徹底解決;自動焊接大口徑、厚壁管線經常采用U型坡口或復合型坡口,管端坡口整形機等配套設施尚未成熟,所以研究大口徑、厚壁管道V型坡口自動焊接技術十分有意義。 <BR>西氣東輸二線中衛-靖邊聯絡線全線長度約345km,鋼管強度等級為X70,管徑為φ1016,壁厚為14.6mm、17.5mm、21.0mm和26.2mm,根據該工程特點長慶建設工程總公司引進了CRC全自動焊機,應用在聯絡線第1B標段壁厚為21.0mm管道上。 焊接方法、設備、材料 <BR>焊接方法采用STT根焊+CRC-P260自動焊機熱焊、填充、蓋面。焊接設備:林肯STT焊機、林肯DC-400、CRC-P260自動焊機。保護氣體:STT根焊保護氣100%CO2,全自動焊保護氣為80%Ar+20%CO2。 <BR>自動焊常用復合坡口或U型坡口,在小壁厚管線中也可使用V型坡口,它們共同的特點就是坡口上口間隙較小。西氣東輸二線管道壁厚為21.0mm,V型坡口的上口寬度約為22mm,此寬度已接近CRC-P260焊槍擺幅極限。這樣的坡口型式對自動焊接是一個巨大的挑戰。根據以往經驗確定了自動焊試驗焊接工藝參數。

