


塑料周轉箱成型后為什么會出現尺寸縮小的現象
眾所周知,塑料周轉箱是企業進行短途物流運輸的重要工具,它的廣泛應用有效的提高了企業的物流運轉效率。我們在生產塑料周轉箱時,有時會遇到周轉箱成型后收縮以致尺寸縮小的狀況。那么,導致這種現象的原因又有哪些呢?
從生產工藝方面看:增加注射壓力,保壓壓力,延長注射時間。對于流動性大的塑料,高壓會產生飛邊引起塌坑應適當降低料溫,降低機筒前段和噴嘴溫度,使進入型腔的熔料容積變化減少,容易冷固。
從注塑模具方面看:多澆口模具要調整各澆口的充模速度, 對稱開設澆口。模具的關鍵部位應有效地設置冷卻水道,保證模具的冷卻對或減少收縮起著很好的效果。整個模具應不帶毛刺且具有合模密封性,能承受高壓、高速、低黏度熔料的充模。
從注塑設備方面看:供料不足,注塑機螺桿或柱塞磨損嚴重,注射及保壓時熔料發生漏流,降低了充模壓力和料量,造成熔料不足。噴嘴孔太大或太小。太小則容易堵塞進料通道,太大則將使射力小,充模發生困難。
從原料本身看:原料太軟易發生凹陷,有效的方法是在塑料周轉箱注塑過程中加入成核劑以加快結晶。

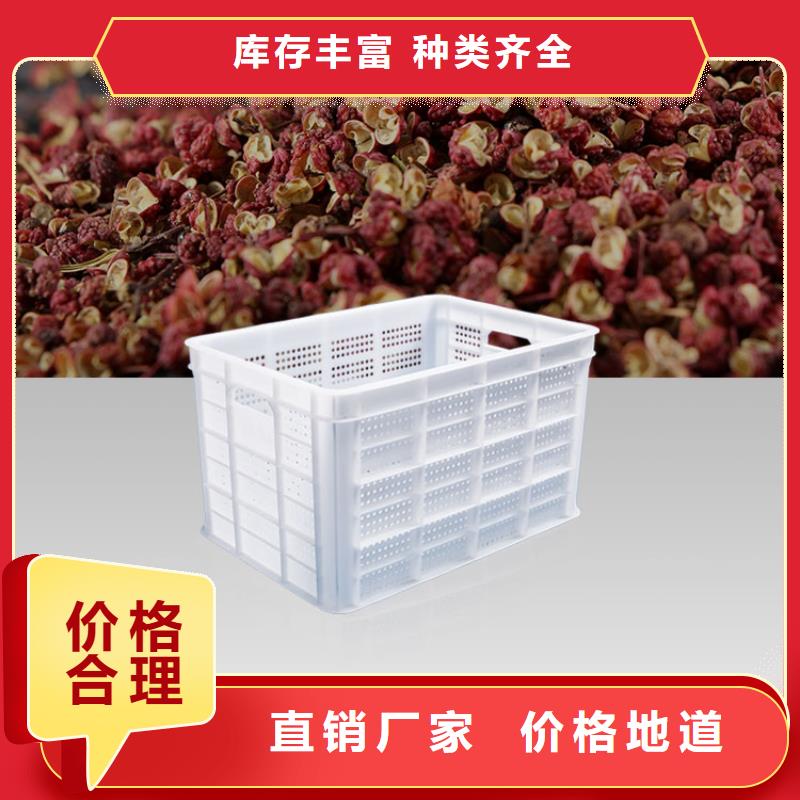
廠家實力
多年海口PE加藥箱行業經驗源頭工廠只為您提供更優質的產品

優選原材
海口PE加藥箱材料嚴格篩選確保品質出廠經過多層質檢

按需定制
海口PE加藥箱款式多樣一站式采購多年貼心售后
海口PE加藥箱的圖文介紹
信譽良好操作便捷

賽普塑料制品有限公司位于重慶市德感工業園區石稻路1888號。公司主要經營: 海南海口PE加藥箱。公司設有多個大型室內、外貨倉,常年備有大量現貨供應,品種眾多、規格齊全,還可配備其他鋼材品種,熱情為顧客提供服務。本公司秉承“務實、客戶為本”的企業精神,“誠信經營、共同發展”的經營理念,科學管理為先導,完善服務為重點,以合理的價格, 良好的信譽,建立了龐大穩固的客戶群,贏得廣大客戶的支持和信賴,在業界樹立起良好的信譽和口碑,業務范圍遍及全國各地。