導讀 激光切割打孔鋼板折彎,GR15軸承專用管精致工藝,亞電物資有限公司為您提供激光切割打孔鋼板折彎,GR15軸承專用管精致工藝的資訊,聯系人:王經理,電話:13963550710、18963591044,QQ:925428650,發貨地:聊城匯通物流園發貨到福建省 南平市 延平區、順昌縣、蒲城縣、光澤縣、松溪縣、政和縣、邵武市、武夷山市、建甌市、建陽區。 福建省,南平市 南平市,福建省轄地級市,Ⅰ型小城市,介于東經117°00′—119°25′,北緯26°30′—28°20′之間,地處福建省北部,武夷山脈北段東南側,位于閩、浙、贛三省交界處,俗稱“閩北”,東北與浙江省衢州、麗水相鄰,西北與江西省撫州、上饒接壤,東南與寧德市交界,西南與三明市毗鄰,總面積2.63萬平方千米,截至2021年末,轄2個市轄區、5個縣,代管3個縣級市。截至2022年末,南平市戶籍人口為313.68萬人。市政府駐建陽區。
以下是激光切割打孔鋼板折彎,GR15軸承專用管精致工藝的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
以下是:激光切割打孔鋼板折彎,GR15軸承專用管精致工藝的圖文介紹

亞電物資有限公司經過多年的研究, 福建南平【無縫方矩管】產品不斷推陳出新,堅持技術、科學管理、誠信經營,注重引進的生產技術設備,推行標準化生產,從原材料采購、生產管理、產品檢測等關鍵環節把關。


大潤金屬制品以激光打孔,鋼板折彎為加工點1、在單位尺寸上,板材越厚,所需的彎曲力越大;板材厚度越大,在選擇彎曲設備時,需要進一步提高彎曲力的裕度;不銹鋼的熱導率比普通低碳鋼低,延伸率低,需要的變形力越大。
2、材料的屈服強度越大,彈性恢復力越大,需要的壓制角度越小,以獲得折彎零件的角度9 0度,奧氏體不銹鋼在折彎時的彈性恢復變形比碳鋼大,因此壓制角度比碳鋼小。
3、在單位尺寸上,拉伸強度大,伸長率小,需要的彎曲力大,彎曲角度大,碳鋼相同板材厚度的904L不銹鋼板的彎曲角度大。否則,會出現彎曲裂紋,影響工件強度。
4、與設計圖的板厚和折彎半徑相對應的情況下,一個彎曲工件的展開尺寸為直角邊上正負兩板厚,足以滿足設計精度要求,根據經驗公式計算展開量,可以簡化計算過程。
激光切割打孔鋼板折彎



對此采取的工藝措施為:①改變加工工藝,先折彎再剪切。② 改變零件設計圖紙和加工工藝,在開裂位置慢速鉆孔防止形成內應力或釋放內應力,或者加大折彎半徑。.改變零件設計圖紙,在開裂位置鉆孔,防止形成內應力或釋放內應力③在開裂部位采取應力措施,比如用火焰烘烤該位置,溫度控制在150-200℃左右,加熱烘烤寬度和時間根據材料厚度和開裂深度具體情況而定,切忌把鋼材烘烤過度改變了材料組織性能。
折彎開裂的起因還有很多,比如材料的夾雜物、偏析嚴重,牌號選擇錯誤,或者折彎磨具設計、潤滑工藝、彎曲半徑、彎曲角度設計不合理等,今天就只說這兩點,希望對大家在加工、貿易過程中有所幫助。
關于鋼材的問題是千變萬化的,從基礎上去了解鋼材往往很多問題會迎刃而解,當然,也不僅僅是材料上要了解,加工、倉儲、物流等整個鏈上的知識也要了解,總之,一句話“學無止境,只有知鋼懂鋼,才能更有競爭力”。
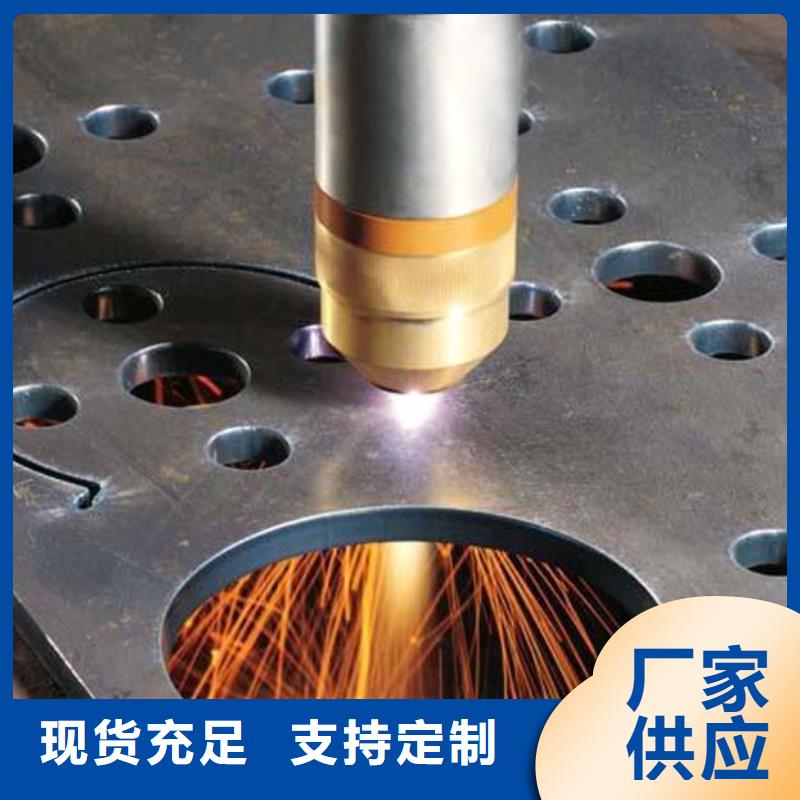
大潤激光切割打孔鋼板折彎方矩管打孔


大潤金屬從事激光切割。聊城激光切割加工,激光切割加工,聊城激光切割加工,鋼板切割加工,大型百超激光機切割加工,高精度激光切割加工,鈑金加工,數控激光切割加工,進口激光機切割加工,公司購進瑞士進口百超4400W大型激光切割機,服務于工程機械、建筑機械、糧食加工機械、紡織機械、輕工機械、農業機械、石油機械、電器制造、工具制造、電梯制造、汽車制造、印刷包裝、裝飾等行業。使用于鈑金、板材、金屬、鋼板、不銹鋼板材等的激光切割加工、打孔,實現了上述行業的無模的生產工藝。 本公司引進的激光設備功率為(4400W)加工床面尺寸 (2000*4000*25)高精度的激光設備。所有加工件經編程、自動化排料、優化套料,以提高材料的利用律。無劃傷,無燒痕,斷面光潔。可加工 厚度25mm的碳鋼板,16mm厚的不銹鋼板,可激光切割打孔鋼板折彎等業務。

總結 激光切割打孔鋼板折彎,GR15軸承專用管精致工藝_亞電物資有限公司,固定電話:18963591044,移動電話:13963550710,聯系人:王經理,QQ:925428650,匯通物流園 發貨到 福建省南平市。