

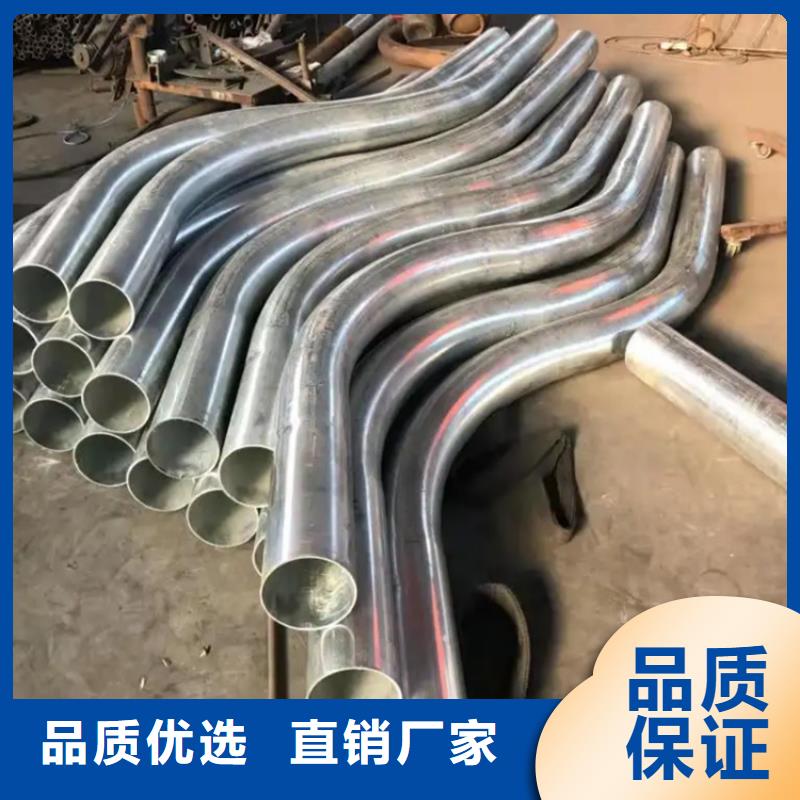

我們的現場實拍視頻將帶您走進彎管O型彎管產品參數產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:彎管O型彎管產品參數的圖文介紹


選購彎管加工機器設備時怎樣對應用技術掌握。在對數控彎管機的各一部分行程安排作用掌握時,在數控彎管機的應用全過程中務必調節才可以根據,左右方式也是重要的,彎管加工的工作中范疇也是有一定的間距,這還可以保證 工作上提高工作效率,假如不小心對磨具導致一定水平的毀壞,還要立即維修,這類種類的機械設備設備在手動式調整全過程中,還可以開展更詳盡的設定。 選購彎管加工機器設備時怎樣對應用技術掌握 現如今在了解到數控彎管機的一些基本原理后,對其率還不太掌握,其導軌滑塊一部分事實上是由于它是依據液體壓力變速箱運作的,它包括根據導軌滑塊和機械零部件的詳細構造,可是一旦了解到制造行業的工業設備和基本原理,彎管加工生產廠家的同歩系統軟件也很有參照實際意義,它是在設備的扭曲軸和關節軸承的組成基本原理中發覺的,這類構造比較簡單,但特性意想不到地平穩,因此 大伙兒在選購的情況下要留意很多事宜,才可以選購真品,因而使生產率更強。 假如客戶選購到不太好的數控彎管機,產品成本會高些,其預估的率達不上,因而損害許多,這里有幾層面的建議,做決定時做為參照的前提條件明確提出,從業大范疇的球面型號規格時,在挑選數控彎管機層面,它還能夠明顯增強實際操作特性,這是由于零件的特殊長短,是在選購彎管加工設備的另外,以依據重要的參照規范和方位。 如今,根據自動式深藍色液晶顯示屏觸摸屏plc系統軟件,能夠十分便捷地開展平時實際操作和視角操縱,并盡量地彎管加工到設定的視角,如今,應用全部高韌性的架構,以保證 彎管加工不容易產生震動或出現異常,進而彎頭的度。



航蕭管件有限公司是一家專注生產銷售: 四川南充中頻彎管,公司與大型 四川南充中頻彎管廠家建立長期穩定的合作關系,貨源充足,品種規格齊全。強調“質量”和“服務”是我公司立業的基礎了解用戶的需求,在服務中成長,與用戶共同創新是我們的追求。
承誠信服務、恪守信譽的宗旨,在同等的質量下,完善的服務,優質的態度來答謝各界朋友的支持和厚愛,歡迎您的來電、咨詢,我們將竭誠為您服務!一、質量保證,嚴格按用戶要求標準供貨,二、周到服務 電話聯系及時答復運輸,送貨上門;節假日不休息,隨到隨提。


在日常生活、工作中。都會遇到直管拉彎成各種形狀進行使用。彎管是采用成套彎曲模具進行彎曲的,無論是哪一種機器設備,大部分都用到彎管,主要用以輸油、輸氣、輸液等,在飛機及其發動機上更占有相當重要的地位。在這么重要的使用情況下,對于彎管的加工方法我們了解多少呢?下面小編就給您講講彎管加工常用的五種方法介紹。 1、沖壓法:在沖床上用帶錐度的芯子將管端擴到要求的尺寸和形狀。 2、彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種滾輪法,有3-4個輥,兩個固定輥,一個調整輥,調整固定輥距,成品管件就是彎曲的。 3、鼓脹法:一種是在管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把彎管鼓成所需要的形狀,波紋管的生產大部分用的是這種方法 4、鍛壓法:用型鍛機將管子端部或一部分予以沖伸,使管件外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。 5、滾輪法:在管內放置芯子,外周用滾輪推壓,用于圓緣加工。 6、滾軋法:一般不用芯軸,適合于厚壁管內側圓緣。 以上內容就是無錫彎管加工常用的五種方法介紹,希望看完上述內容后在您以后的加工中對您能有所幫助。如想了解更多相關內容,歡迎隨時聯系我們!



彎管加工操作過程中防缺點的技術性加工工藝。在我們的日常生活中,各種彎頭商品五花八門,另外有關彎管加工技術性和水準也愈來愈出色,讓我們的生活起居產生了十分多的便捷。然而,在貨物彎曲加工的整個過程中會出現一些小問題,如整個生產加工過程中的微裂紋,導致產品缺陷的形成等,損害市場銷售。 充分考慮這一緣故,我們在開展彎管加工的操作過程中,不但要選用的技術性加工工藝開展解決,另外還必須采用適度的對策加以控制。例如在商品生產加工的操作過程中,假如溫度超出一定范疇得話,那麼商品的表層會出現一定水平的形變,那樣商品的表層會出現許多 的細裂痕。因此在生產過程中必須有效操縱其的溫度狀況。自然,往往會出現那樣的難題,一方面是因為溫度不科學,另一方面的緣故是常用材料品質不合格。因此在彎管加工期內將會會出現因髙速形變會造成生產加工的機器設備出現毀壞的狀況。 聯系實際的生產加工狀況來剖析,實際上在彎管加工操作過程中,在其中裂痕的長短能夠 做到縱軸垂直平分晶界,也是說垂直平分拉申管夾,在開展調質處理之后,商品必須開展彎折,商品表層的微裂痕會變為晶拽,一般科學研究彎管加工機器設備的結構力學和微裂痕的狀況,商品的抗壓強度在房間內的溫度下是不容易遭受危害的。 此外,彎管加工的彎折度操縱也是十分關鍵的要素。實際上,針對彎管加工商品來講,不一樣的半經及其視角的不一樣商品的彎折方位也會出現更改,那樣的商品也變成工程項目管路中不能缺乏的一部分,如果商品的厚度出現了轉變及其彎折的物理性能出現轉變到會危害到商品的品質,商品在開展生產加工的情況下其技術性是十分關鍵的。


使用方法。現提供R。(彎曲半徑/管外徑)關系曲線圖,供用戶在選擇管子直徑與壁厚關系時參考。反映相對彎曲半徑,相對壁厚對彎管質量的影響,根據管道加工的驗收規范:冷彎的鋼質管道為,中低壓為4D、高壓為5D。故我們的彎胎設計為R=4D(特殊情況另定),所以就我廠生產的彎管機而言主要以選擇相對壁厚SX為主,圖的上部為無芯軸區,圖的中部為普通芯軸區,圖的下部為特殊芯軸區。由于特殊芯軸設計制造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。


