
不要錯過這部精心制作的焊管_鍍鋅無縫鋼管工期短發貨快產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
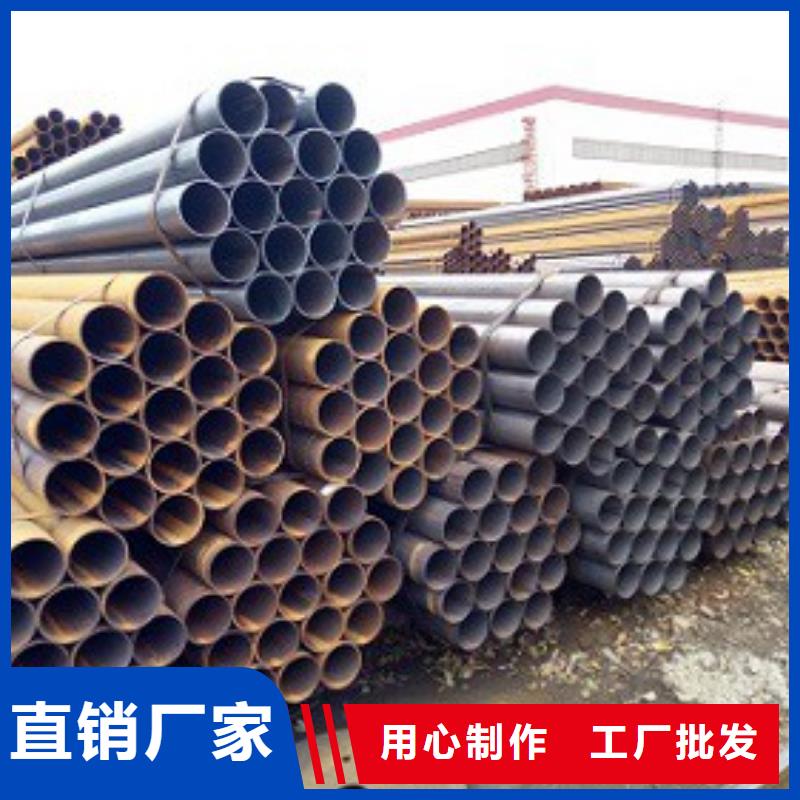
以下是:焊管_鍍鋅無縫鋼管工期短發貨快的圖文介紹

未經前處理的鋼管,冷拔時因鋼管表面與模具之間摩擦系數過大而使拔制不能進行;只有經過前處理工序,使鋼管先進行除銹,并通過磷化、皂化等處理,使其內、外表面形成一種致密的金屬皂膜,以減小鋼管與模具之間的摩擦,從而保證拔制的順利進行。同時,通過前處理還可以減少模具的損耗率,提高成品率和工作效率,并且使加工后的成品表面光滑均勻,防銹效果好。
鋼管前處理應注意以下幾點:
(1)酸洗除銹要徹底,一經發現未除凈的銹,則需重新酸洗。
(2)生產中,應經常測試磷化液和皂化液的成分濃度,保證磷化液和皂化液的生產指標,發現達不到指標時,應及時進行調配。
(3)要嚴格控制處理液的溫度與操作時間。


冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理力學原理冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對



億銘泰 有限公司成堅持走品質與服務路線、生產優質 山東德州鍍鋅圓管產品、做到貼心服務,追求 山東德州鍍鋅圓管產品無憂服務的雙重效果。


這樣了就必然沒有了使用期限。鋼管的防腐性表現,因為金屬類的產品,它在實際使用時, 的優勢就是要求可防腐,當然現在技術提高,有一些金屬本身就有防腐的效果,但并不是所有的廠家,或是所有的產品在生產時,都是使用了防銹材料的,當鋼管是以在防銹不足的時候,就會在使用的環境下,表現出時間上的增加,產品在使用不能達到 的優勢表現。
酸洗用酸有硫酸、鹽酸、磷酸、硝酸、鉻酸、 和混合酸等。常用的是硫酸和鹽酸。
酸洗工藝主要有浸漬酸洗法、噴射酸洗法和酸膏除銹法。一般多用浸漬酸洗法,大批量生產中可采用噴射法。
市面上出售的工業濃硫酸通常含H2SO475%~97% (質量分數),也可以選用褐色工業硫酸溶液,它含H2SO475%~78%(質量分數)。
注意事項
鋼鐵零件一般在10%~20%(體積)硫酸溶液中酸洗,溫度為40℃。當溶液中含鐵量超過80g/L,硫酸亞鐵超過215g/L時,應更換酸洗液。常溫下,用20%~80%(體積)的鹽酸溶液對鋼鐵進行酸洗,不易發生過腐蝕和氫脆現象。由于酸對金屬的腐蝕作用很大,需要添加緩蝕劑。清洗后金屬表面成銀白色,同時鈍化表面,提高不銹鋼抗腐蝕能力。采用濃度為5%~20%的硫酸水溶液,工件表面氧化皮和粘附鹽類的工藝稱為硫酸酸洗法。
為了硅藻土載體表面吸附,減少色譜峰拖尾,載體在使用前需進行酸洗或堿洗處理。酸洗是把載體用6mol/L鹽酸浸煮2h或濃加熱浸煮30min,過濾,用水洗至中性,烘干。酸洗可除去表面上的鐵、鋁、鈣、鎂等雜質,但不能除去硅醇基。酸洗載體適宜于分析酸性樣品


