


圖文介紹雖好,但視頻更能展現(xiàn)無縫鋼管【20#大口徑厚壁無縫鋼管】優(yōu)選貨源產品的全貌。我們?yōu)槟鷾蕚淞嗽敿毜漠a品視頻,點擊觀看,讓產品介紹更加生動直觀。
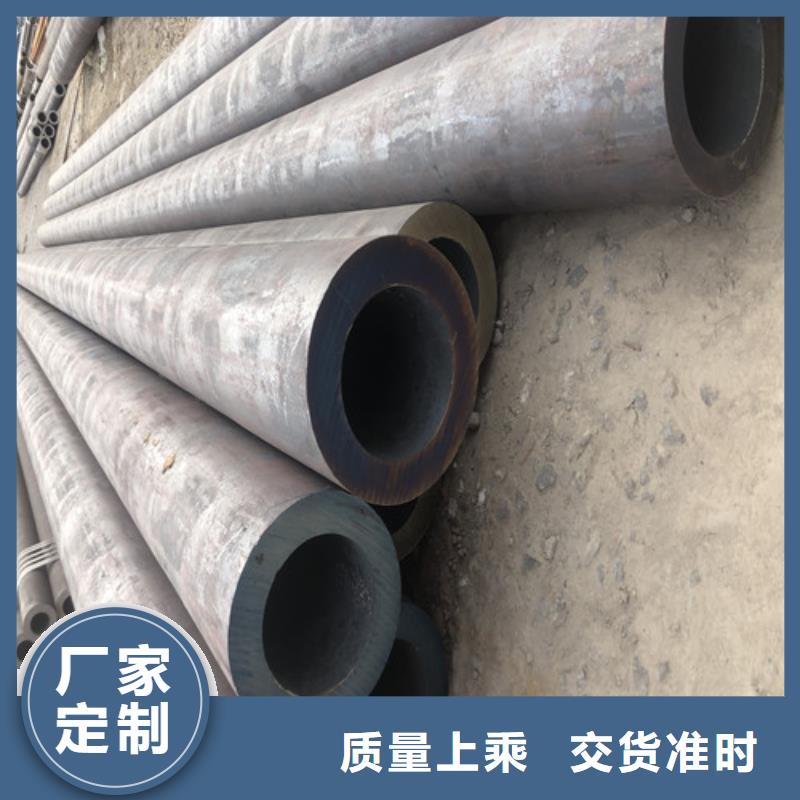
以下是:無縫鋼管【20#大口徑厚壁無縫鋼管】優(yōu)選貨源的圖文介紹
選貨源")
選貨源")
未來,東環(huán)管業(yè)有限公司將加大科技創(chuàng)新力度,提高產品市場競爭實力,擴大規(guī)模,促進企業(yè)快速發(fā)展,逐漸向著精細化、集約化、國際化發(fā)展方向邁進。致力于 吉林延邊厚壁無縫鋼管產品綜合服務生產商。創(chuàng)企業(yè),樹品牌,振興民族工業(yè)為己任,竭誠歡迎海內外客商前來洽談業(yè)務。
選貨源")
選貨源")
選貨源")
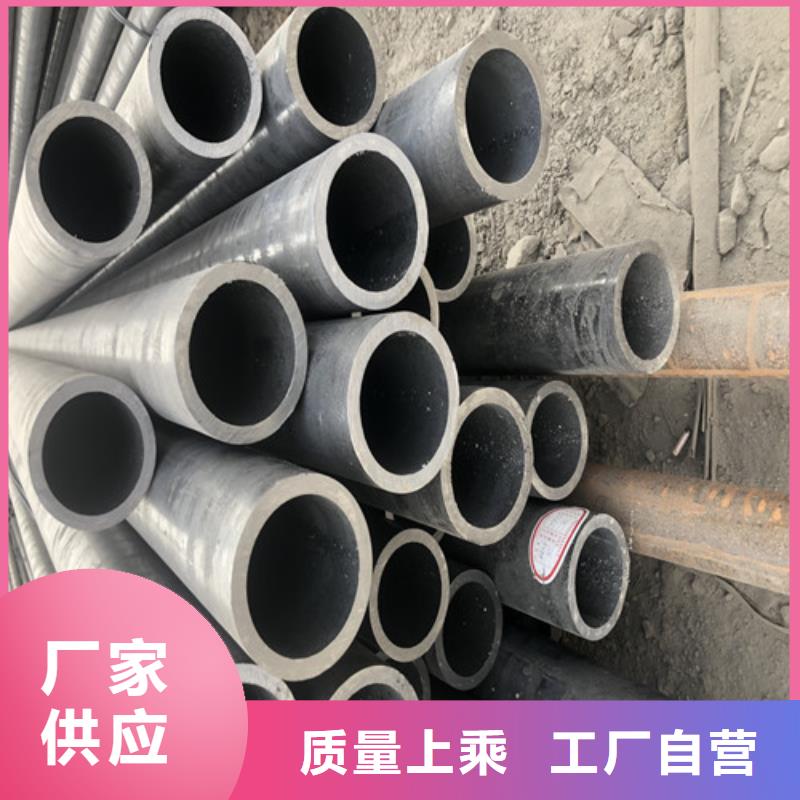
熱連軋無縫鋼管內結疤缺陷是存在于鋼管內表面,類似于黃豆粒大小的凹坑,結疤內大部分有呈灰褐色或灰黑色的異物。內結疤的影響因素有:除氧化物劑、噴吹工藝、芯棒潤滑等因素。下面就隨無縫鋼管廠家小編來看一下如何控制無縫鋼管的內表面缺陷: 1、除氧化物劑 氧化物要求在芯棒預穿時處于熔融狀態(tài)。其力度等嚴格要求。 1)除氧化物劑粉末粒度一般要求在16目左右。 2)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在毛管內腔中充分燃燒。 3)根據(jù)毛管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的毛管噴吹得除氧化物劑量是不同的。 2、噴吹工藝參數(shù) 1)噴吹壓力應與毛管直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內吹走。 2)吹掃時間應根據(jù)毛管直接、長度進行調節(jié),以毛管內沒有懸浮的金屬氧化物再被吹出為標準。 3)噴嘴高度應根據(jù)毛管直徑進行調節(jié),以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在毛管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。 3、芯棒潤滑 芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經(jīng)常檢查芯棒潤滑狀況。
選貨源")
選貨源")
選貨源")
無縫鋼管在鋼管中的地位是比較高的,有著很多的比較大的因素,主要的使用量已經(jīng)是占到了百分之九十以上,在各行業(yè)中都是應用到的。我國的無縫鋼管廠家都是在廣泛進行生產來的,截止目前我國每年的廠家的數(shù)量也是在不斷地進行持續(xù)增加的,可見就是得益于無縫鋼管的性質和生產條件進行決定的,常見的生產的工藝和流程比較復雜,具體的原因如下: 無縫鋼管是用鋼錠或實心管坯經(jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無縫鋼管在我國鋼管業(yè)中具有重要的地位。據(jù)不完全統(tǒng)計,我國現(xiàn)有無縫管生產企業(yè)約240多家,無縫鋼管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占5.7%;液壓支柱、精密管15萬噸,占4.3%;不銹管、軸承管、汽車管共5萬噸,占1.4%。
選貨源")