
一分鐘的時(shí)間,對(duì)于了解我們的涂塑鋼管【飲水內(nèi)壁IPN8710防腐鋼管】產(chǎn)地直供產(chǎn)品來(lái)說(shuō)足夠了。請(qǐng)觀看這部精心制作的產(chǎn)品視頻,讓產(chǎn)品的獨(dú)特之處和卓越性能一覽無(wú)余。
以下是:涂塑鋼管【飲水內(nèi)壁IPN8710防腐鋼管】產(chǎn)地直供的圖文介紹
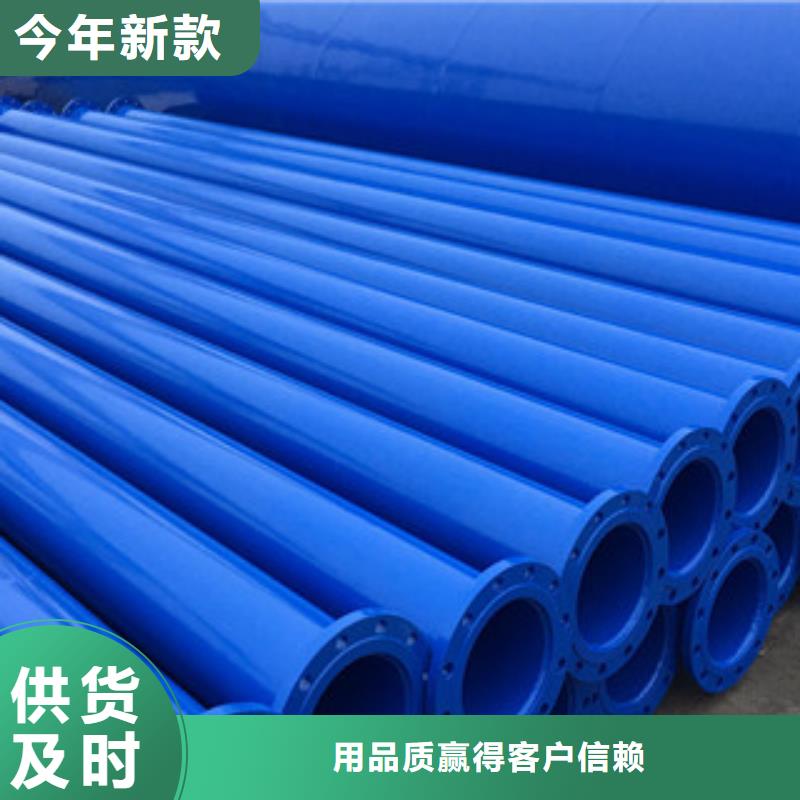
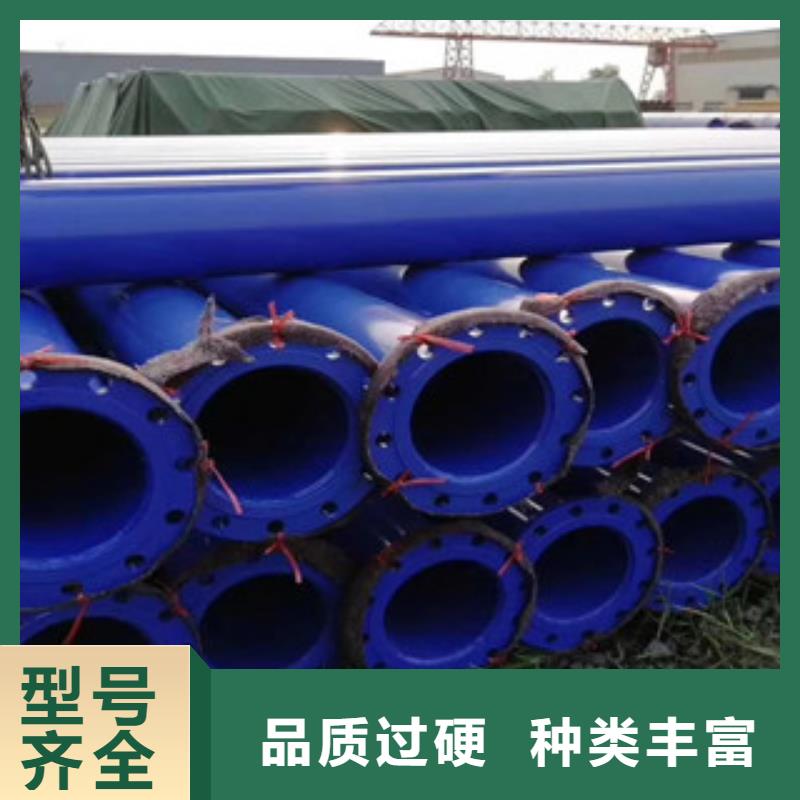
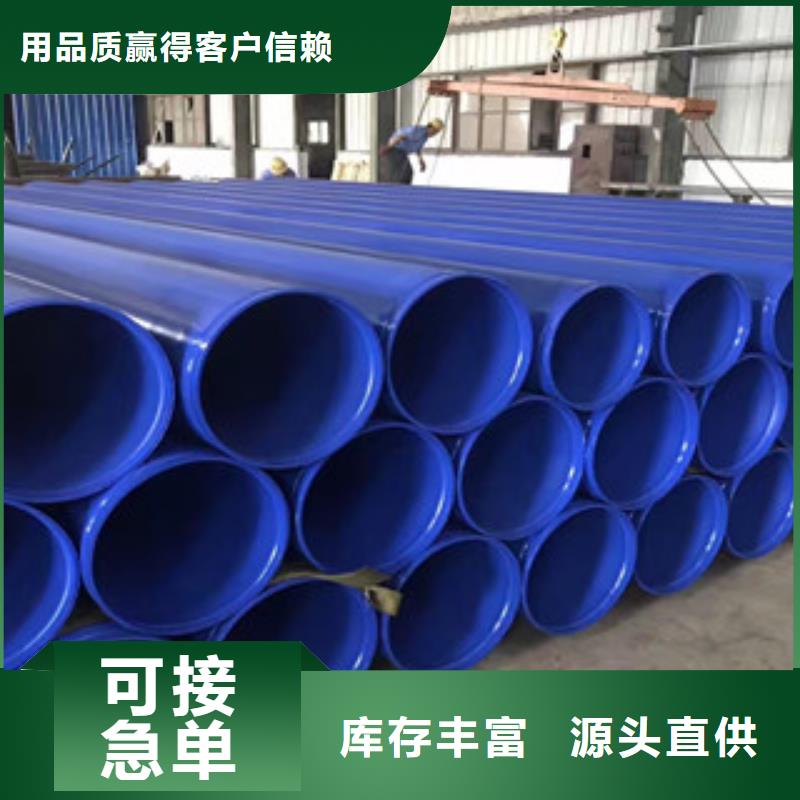
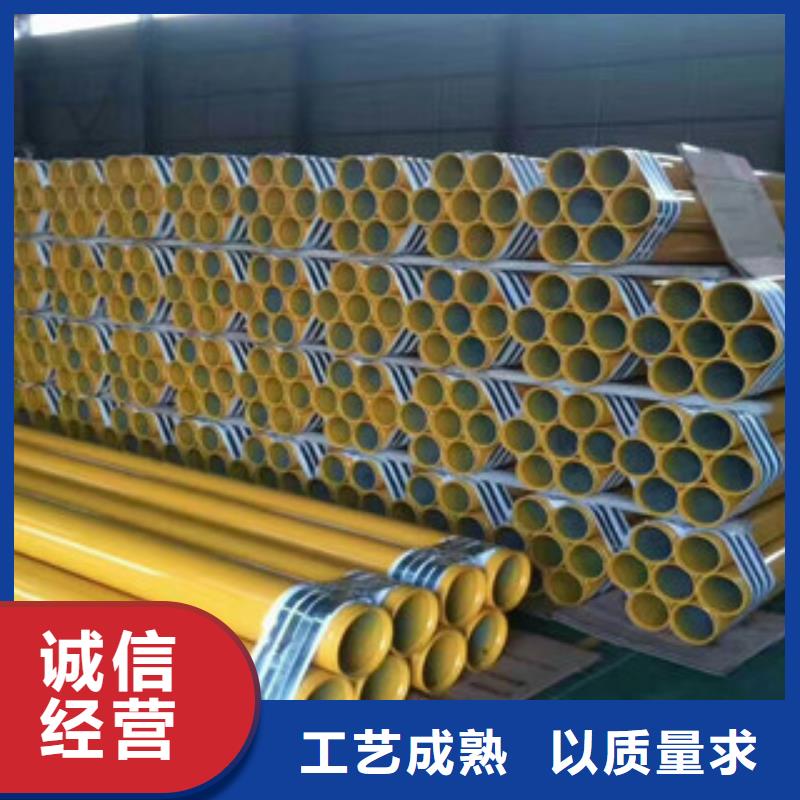
近幾年市場(chǎng)上又出現(xiàn)了一種涂塑復(fù)合鋼管,繼承了鋼管和塑料 管各自的優(yōu)點(diǎn),同時(shí)又摒棄了各自的缺點(diǎn)。涂塑鋼管實(shí)體廠家涂塑鋼管承受壓力強(qiáng)度好,大壓強(qiáng)可達(dá)6Mpa4、具有優(yōu)良的耐腐蝕性能、吸水率低,機(jī)械強(qiáng)度高,摩擦系數(shù)小,能夠達(dá)到長(zhǎng)期使用的目的。涂塑鋼管的管壁光潔、排水性能好、流體阻力小、不結(jié)垢是相比于其它管道的大優(yōu)點(diǎn),可以極大程度的降低損失。同時(shí),大口徑涂塑管的線性膨脹系數(shù)非常小,這就使其作為主干輸水管非常有利,大大克服了其他塑料和普通管材線性膨脹系數(shù)大的缺陷。涂塑復(fù)合鋼管的通用顏色有:黑色,灰色,藍(lán)色,紅色,涂層厚度:250um?550 um 涂覆方式:流化床浸漬工藝,一次性成膜。 產(chǎn)品規(guī)格:DN15?DN1200 環(huán)境溫度:-30℃ 至80℃ (峰值760℃) 常規(guī)壓力:0.1Mpa?2.5Mpa 連接方式:螺紋、溝槽、法蘭連接等 應(yīng)用領(lǐng)域:消防給水、給氣、泡沫介質(zhì)輸送管道系統(tǒng) 產(chǎn)品特性。

壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
專業(yè)經(jīng)營(yíng)包鋼大無(wú)縫鋼管的基礎(chǔ)上,擴(kuò)大規(guī)模發(fā)展演變成為集生產(chǎn)、加工、銷售服務(wù)的民營(yíng)企業(yè),是鋼管生產(chǎn)的專業(yè)廠家。公司生產(chǎn)部,擁有的三條熱擴(kuò)生產(chǎn)線都 是采用先進(jìn)的制造工藝,由專業(yè)廠家設(shè)計(jì)制造的自動(dòng)化液壓調(diào)控設(shè)備,主要加工制造(ф219-820)各種常規(guī)及非型號(hào)壁厚6mm-100mm的無(wú)縫鋼 管及直縫鋼管和合金鋼管。
許可證制度要求螺旋焊管的生產(chǎn)廠家首先應(yīng)通過(guò)認(rèn)定的權(quán)威檢定機(jī)構(gòu)的審查考核,具備相應(yīng)的生產(chǎn)手段、檢驗(yàn)設(shè)備,質(zhì)量保證體系運(yùn)行良好有效,產(chǎn)品應(yīng)符合標(biāo)準(zhǔn)的等級(jí)和質(zhì)量規(guī)范的要求,經(jīng)工業(yè)產(chǎn)品生產(chǎn)許可證辦公室確認(rèn)后發(fā)證。所以螺旋焊管生產(chǎn)廠家均有較為完善的質(zhì)量保證體系和質(zhì)量控制的運(yùn)作程序。直縫焊管生產(chǎn)廠家沒(méi)有工業(yè)產(chǎn)品生產(chǎn)許可證的要求。價(jià)格分析由于熱軋卷板的材質(zhì)技術(shù)性能和生產(chǎn)技術(shù)工藝要求較高,故一方面國(guó)內(nèi)符合標(biāo)準(zhǔn)的生產(chǎn)廠家比鋼板生產(chǎn)廠家要少,另一方面其生產(chǎn)工藝和品質(zhì)等級(jí)決定其市場(chǎng)價(jià)位亦高于熱軋鋼板。這是螺旋焊管的市場(chǎng)售價(jià)高于直縫焊管的主要原因。對(duì)于鋼管銷售價(jià)格的組成,材料價(jià)格是主導(dǎo)至是決定性因素。認(rèn)真考察螺旋焊管與直縫焊管的價(jià)格差。
許可證制度要求螺旋焊管的生產(chǎn)廠家首先應(yīng)通過(guò)認(rèn)定的權(quán)威檢定機(jī)構(gòu)的審查考核,具備相應(yīng)的生產(chǎn)手段、檢驗(yàn)設(shè)備,質(zhì)量保證體系運(yùn)行良好有效,產(chǎn)品應(yīng)符合標(biāo)準(zhǔn)的等級(jí)和質(zhì)量規(guī)范的要求,經(jīng)工業(yè)產(chǎn)品生產(chǎn)許可證辦公室確認(rèn)后發(fā)證。所以螺旋焊管生產(chǎn)廠家均有較為完善的質(zhì)量保證體系和質(zhì)量控制的運(yùn)作程序。直縫焊管生產(chǎn)廠家沒(méi)有工業(yè)產(chǎn)品生產(chǎn)許可證的要求。價(jià)格分析由于熱軋卷板的材質(zhì)技術(shù)性能和生產(chǎn)技術(shù)工藝要求較高,故一方面國(guó)內(nèi)符合標(biāo)準(zhǔn)的生產(chǎn)廠家比鋼板生產(chǎn)廠家要少,另一方面其生產(chǎn)工藝和品質(zhì)等級(jí)決定其市場(chǎng)價(jià)位亦高于熱軋鋼板。這是螺旋焊管的市場(chǎng)售價(jià)高于直縫焊管的主要原因。對(duì)于鋼管銷售價(jià)格的組成,材料價(jià)格是主導(dǎo)至是決定性因素。認(rèn)真考察螺旋焊管與直縫焊管的價(jià)格差。
壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
興昊管道有限公司是一家以 江蘇南通涂塑復(fù)合鋼管為主、集設(shè)計(jì)、生產(chǎn)、施工支持為一體的生產(chǎn)研發(fā)公司。
主要產(chǎn)品有 江蘇南通涂塑復(fù)合鋼管等,爭(zhēng)取為每一位客戶提供 江蘇南通涂塑復(fù)合鋼管整體解決方案,用心解決掉客戶問(wèn)題。
公司成立至今,我們遵循凡事有交代,件件有著落,事事有回音的“靠譜”原則,為公司的自身品牌形象樹(shù)立標(biāo)準(zhǔn)。讓客戶把事情交給我們放心。
壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
大口徑螺旋鋼管制造步驟總結(jié)(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要通過(guò)嚴(yán)厲的理化查驗(yàn)。(2)大口徑螺旋鋼管帶鋼頭尾對(duì)接,選用單絲或雙絲埋弧焊接,在卷成鋼管后選用主動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼通過(guò)矯平、剪邊、刨邊,表面整理運(yùn)送和予彎邊處理。
(4)選用電接點(diǎn)壓力表操控運(yùn)送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)運(yùn)送。(5)選用外控或內(nèi)控輥式成型。(6)選用焊縫空隙操控設(shè)備來(lái)確保焊縫空隙滿足焊接要求,管徑,錯(cuò)邊量和焊縫空隙都得到嚴(yán)厲的操控。
(7)內(nèi)焊和外焊均選用美國(guó)林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,然后取得安穩(wěn)的焊接質(zhì)量。(8)焊完的焊縫均通過(guò)在線接連超聲波主動(dòng)傷儀查看,確保了的螺旋焊縫的無(wú)損檢測(cè)覆蓋率。若有缺點(diǎn)。
壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
壁IPN8710防腐鋼管】產(chǎn)地直供")
點(diǎn)擊查看興昊管道有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】