


聯(lián)系我們

- 【】_建筑業(yè)資質(zhì)正規(guī)
- 球墨鑄鐵井蓋【鑄鐵井蓋】廠家新品
- 汽車尾板食堂提升機(jī)價格實惠
- 合金鋼管大口徑鋼管專業(yè)品質(zhì)
- 景華衛(wèi)浴洗衣柜品質(zhì)保障售后無憂
- 古建亭廊鋁合金仿古建筑材料精選貨源
- 不銹鋼水箱圓柱形冷水箱大廠生產(chǎn)品質(zhì)
- 二次構(gòu)造柱泵【混凝土澆筑泵】量大從優(yōu)
- 【核桃苗】,草莓苗價格有口皆碑
- 海洋主題動物表演_企鵝出租表演售后保障
- 【鋁合金天溝檐溝排水槽】,銷售pvc天溝銷售的是誠信
- 【鋁合金天溝】彩鋁天溝誠信廠家
- 無縫鋼管高壓鍋爐管廠家精致工藝
- 低價墻繪幼兒園彩繪手繪專業(yè)品質(zhì)公道墻繪文化墻彩繪浮雕手繪
- 圓柱型無動力風(fēng)帽現(xiàn)貨報價
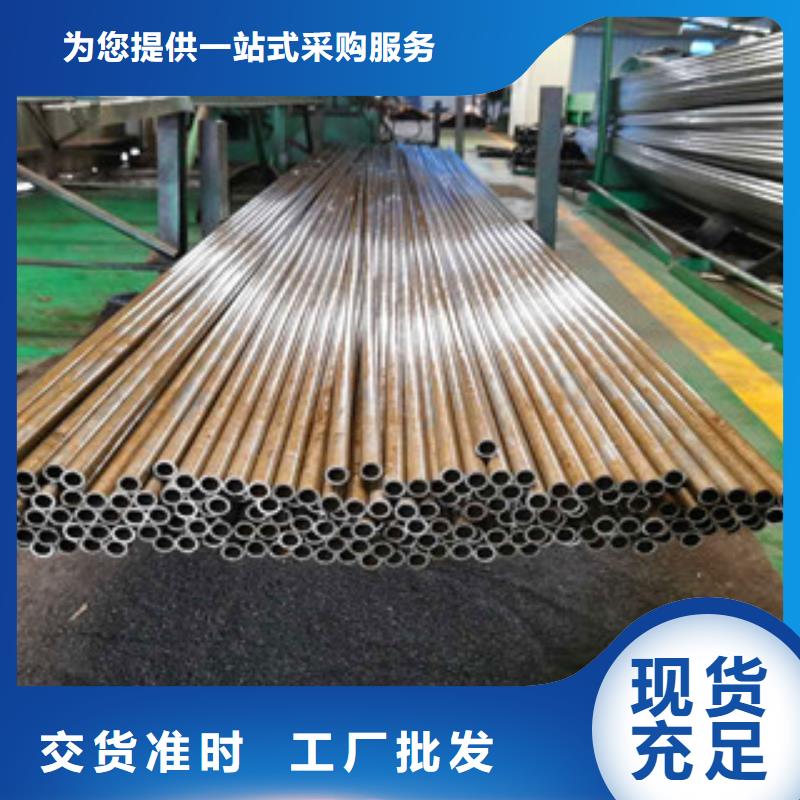
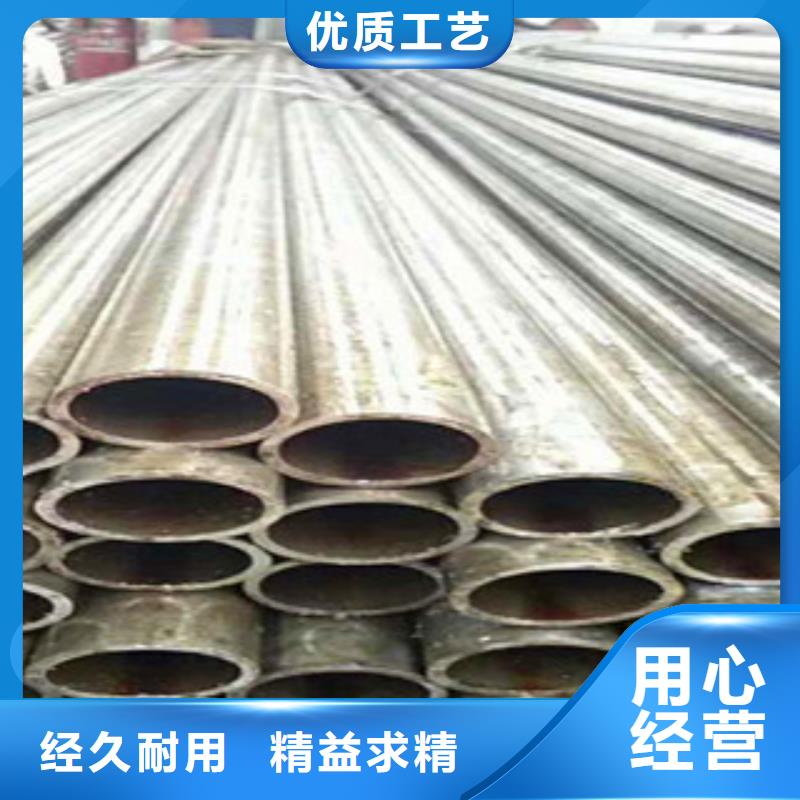
精密無縫鋼管精密無縫管質(zhì)量為本
更新時間:2025-01-15 14:25:45 瀏覽次數(shù):5 公司名稱:聊城 龍麗金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費說明 | 電議 |
| 無縫鋼管 | 國標(biāo) |
| 無縫鋼管 | 國標(biāo) |

龍麗金屬材料有限公司擁有成熟可靠的技術(shù),依托雄厚的技術(shù)力量和先進(jìn)的加工設(shè)備,公司已在 廣東汕尾精拉光亮管等領(lǐng)域建立起優(yōu)勢。公司明確以省內(nèi)為基礎(chǔ)、逐步向廣東汕尾周邊地區(qū)輻射,實現(xiàn) 廣東汕尾精拉光亮管銷往全國市場的發(fā)展戰(zhàn)略。
量為本")
量為本")
量為本")
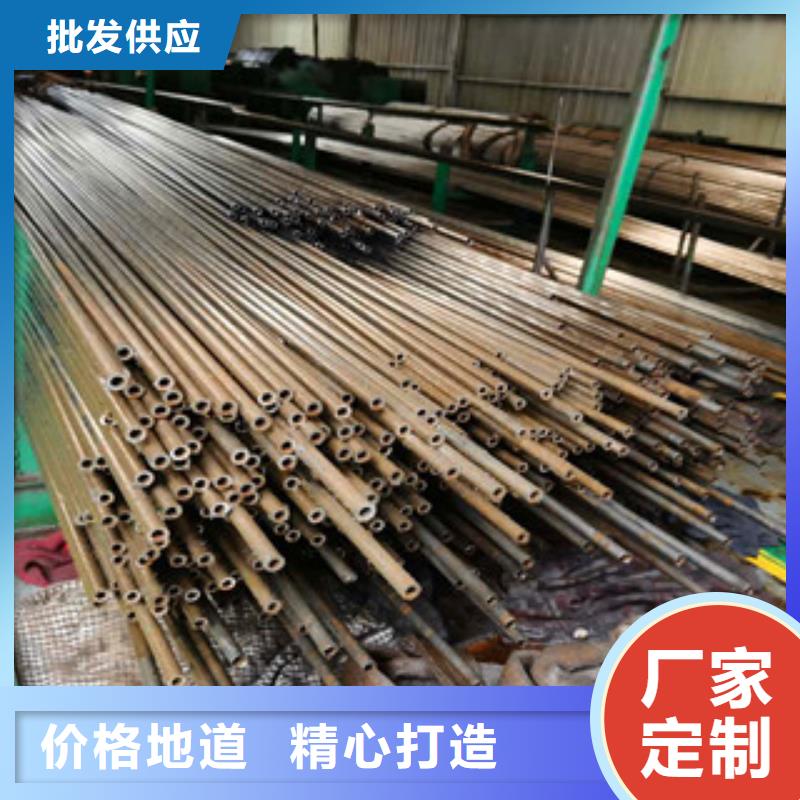
精密鋼管常用集裝箱的體積計算表。小口徑規(guī)格精密鋼管來裝箱可以不考慮集裝箱的體積,但是如果大口徑精密鋼管裝箱的話就要計算一個集裝箱可以裝多少根精密鋼管。
我們用直徑406,壁厚12.7的精密鋼管裝20尺柜來計算一下:
(寬)2350÷406=5.7(支) (高) 2390÷406=5.8(支)
這就是20尺小柜可以并排放5支精密鋼管,放5層就是25支406的精密鋼管。再乘以精密鋼管的單支重量123kg那么就可以計算出每個20尺的標(biāo)準(zhǔn)小箱可以裝406的大口徑精密鋼管大約重18噸。
量為本")
量為本")
量為本")
精密鋼管清洗及保養(yǎng):
5、銹斑
制作前或制作過程中有時會看到精密鋼管產(chǎn)品或設(shè)備上生銹,這說明表面受到嚴(yán)重污染。設(shè)備投入使用前必須把銹掉,徹底清理過的表面應(yīng)通過鐵試驗和/或水試驗進(jìn)行檢驗。
6、粗糙的研磨和機(jī)加工
研磨和機(jī)加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發(fā)生腐蝕和沉積生成物的發(fā)源地,重焊前清理焊縫缺陷或多余的焊縫加強(qiáng)高都不能用粗磨進(jìn)行研磨。對后一種情況,應(yīng)再用細(xì)磨料研磨。
7、焊接引弧斑痕
焊工在金屬表面引弧時,會造成表面粗糙缺陷。保護(hù)膜受損,留下潛在的腐蝕源。焊工應(yīng)在已經(jīng)焊好的焊道上或在焊縫接頭的側(cè)邊引弧。然后將引弧痕跡熔入焊縫中。
8、焊接飛濺
焊接飛濺與焊接工藝有很大關(guān)系。例如:GTAM(氣體保護(hù)鎢極電弧焊)或TIG(惰性氣體保護(hù)鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護(hù)金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數(shù)使用不當(dāng)會造成大量飛濺。出現(xiàn)這種情況時,必須調(diào)整參數(shù)。如果要解決焊接飛濺的問題,焊接前應(yīng)在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕損傷。
量為本")
量為本")
精密鋼管斜軋延伸
用斜軋方式進(jìn)行的毛管軋制工藝。斜軋延伸分二輥斜軋延伸和三輥斜軋延伸兩類。主要在阿塞爾(Assel)和特朗斯瓦爾(Transval)三輥軋機(jī)以及狄舍爾(Diescher)和改進(jìn)型狄舍爾(Accu-Roll)二輥軋機(jī)(見圖)上進(jìn)行。斜軋延伸所以獲得發(fā)展是因為它具有獨特的優(yōu)點,如軋出的管子尺寸精度很高,設(shè)備和工藝過程簡單,能靠分散變形的積累而獲得大變形量等。
在阿塞爾軋機(jī)上進(jìn)行的斜軋延伸主要用于軋制高n精度的厚壁管(D/S≥11~12),生產(chǎn)薄壁管則比較困難,原因是:由于變形孔型由3個軋輥構(gòu)成,密閉性差,軋制薄壁管尾端時容易出現(xiàn)尾三角。為了能在三輥延伸機(jī)上軋制薄壁管,發(fā)明了在軋制過程中可以回轉(zhuǎn)軋機(jī)牌坊的特朗斯瓦爾軋機(jī)。軋制尾端時利用回轉(zhuǎn)牌坊迅速將前進(jìn)角(軋輥軸線與軋制線問夾角)減小,一方面降低軋制速度,另一方面放大軋輥脊部內(nèi)接圓直徑,使尾端壁厚增加,提高管子穩(wěn)定性,防止出現(xiàn)尾三角。也可在軋制即將結(jié)束時采取快開輥方式增加管端壁厚。采取這些措施后D/S可達(dá)30,小壁厚為2.5mm,但缺點是尾端切頭量增加。為此又發(fā)明了在線外預(yù)先減小毛管尾端壁厚后再進(jìn)行毛管延伸的方法,這樣既防止了尾三角出現(xiàn),又減少了切尾端長度。
在狄舍爾軋機(jī)上的斜軋延伸時,由兩個主動旋轉(zhuǎn)的導(dǎo)盤作為導(dǎo)向工具,與長芯棒和桶形軋輥一起構(gòu)成變形區(qū)。導(dǎo)盤圓周速度大于管子軸向運(yùn)動速度,導(dǎo)盤給予金屬軸向拉力,有利于軋制薄壁管。改進(jìn)型狄舍爾軋機(jī)使用錐形軋輥和限動芯棒,由于軋輥軸向速度與軋件速度相一致,金屬變形更為合理。此外,中國北京科技大學(xué)研制成功一種拉力芯棒斜軋延伸機(jī),軋管時芯棒軸向運(yùn)動速度大于管材軸向運(yùn)動速度,通過芯棒給予管材軸向拉力和用導(dǎo)板密封變形區(qū)可軋制內(nèi)表面粗糙度低的薄壁管。
量為本")
量為本")
量為本")