




想要更深入地了解我們的數(shù)控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購產(chǎn)品?那么請(qǐng)觀看我們制作的視頻,它比任何文字描述都更具體、更生動(dòng)。
以下是:數(shù)控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購的圖文介紹
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
華宇誠數(shù)控科技有限公司是一家集科研、生產(chǎn)、銷售、工程施工于一體的現(xiàn)代化生產(chǎn) 貴州大功率激光切割機(jī)的企業(yè)。 貴州大功率激光切割機(jī)產(chǎn)品質(zhì)量穩(wěn)定可靠,深受廣大用戶的肯定和推崇,在 貴州大功率激光切割機(jī)領(lǐng)域迅速崛起。
華宇誠數(shù)控科技有限公司秉承:“誠信做人,用心做事”的企業(yè)精神,堅(jiān)持“忠誠為客戶服務(wù)”的經(jīng)營理念,堅(jiān)持“資源共享,共同發(fā)展”的合作原則,貫徹“質(zhì)量、信譽(yù)與生命同等重要”的工作意識(shí),贏得了廣大客戶及合作伙伴的認(rèn)可。在 貴州大功率激光切割機(jī)業(yè)內(nèi)樹立了良好的市場信譽(yù)和商業(yè)口碑。

控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
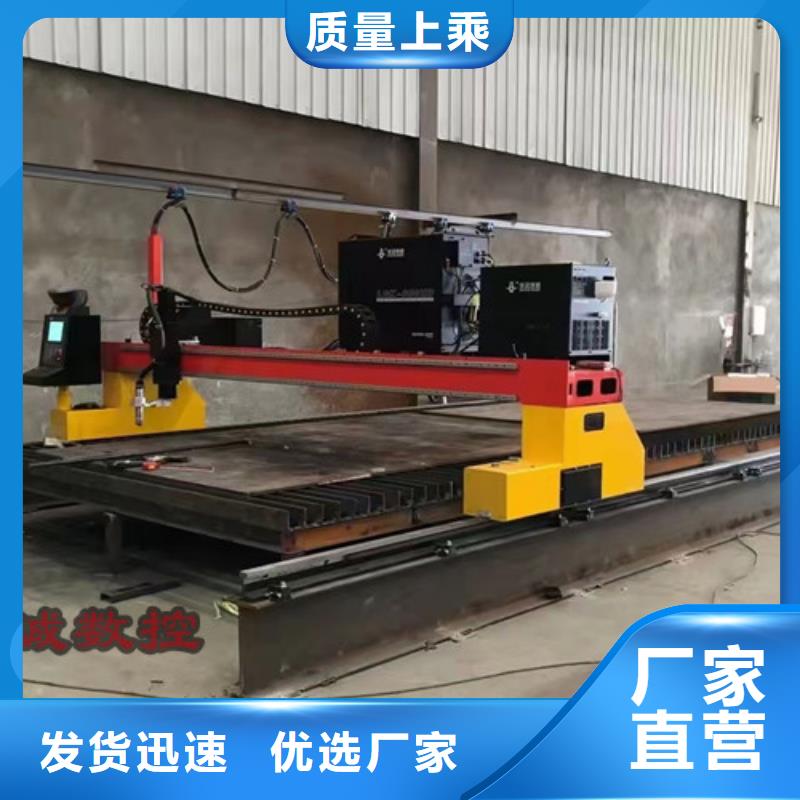
數(shù)控等離子切割機(jī)噴嘴高度
數(shù)控等離子切割機(jī)噴嘴高度是指噴嘴端面與切割表面的距離,它構(gòu)成了整個(gè)弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會(huì)使弧長增加并導(dǎo)致電弧電壓加大,從而使電弧功率提高;但同時(shí)也會(huì)使暴露在環(huán)境中的弧長增長,弧柱損失的力量增多。
在兩個(gè)因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會(huì)使有效的切割力量減小,致使切割能力降低。通常表現(xiàn)是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現(xiàn)圓角等。另外,從等離子射流的形態(tài)方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對(duì)提高切割速度和切割質(zhì)量都是有益的,但是,噴嘴高度過低時(shí)可能會(huì)引起雙弧現(xiàn)象。采用陶瓷外噴嘴可以將噴嘴高度設(shè)為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
華宇誠數(shù)控科技有限公司
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
數(shù)控等離子切割機(jī)的編程一般分為手動(dòng)和自動(dòng)兩種方式,這兩種方式有自己的優(yōu)點(diǎn),在一些情況下可以用自動(dòng)編程,這就要根據(jù)實(shí)際的情況來決定用什么樣的編程方式了,現(xiàn)在給大家介紹一下關(guān)于等離子數(shù)控切割機(jī)的編程方式。數(shù)控等離子切割機(jī)自動(dòng)編程的加工過程零件輪廓坐標(biāo)信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數(shù)據(jù)庫中以頂點(diǎn)(即相連點(diǎn))子實(shí)體的形式保存信息,與形狀位置有關(guān)的信息有兩個(gè):一是頂點(diǎn)(VERT.Ex)的坐標(biāo)值,二是頂點(diǎn)凸度(BULGE)。PoLYline命令繪制后的實(shí)體輪廓外形,可利用o與ectARX函數(shù)方便地知道各頂點(diǎn)的坐標(biāo)值和凸度值,這樣就得到了零件輪廓上直線的起點(diǎn)、終點(diǎn)、坐標(biāo)和圓弧起點(diǎn)、終點(diǎn)、半徑、圓心的幾何信息。在對(duì)輪廓要求不嚴(yán)格時(shí),如護(hù)欄花形、文字等,也可用LINE命令,利用粗插補(bǔ)的原理,連續(xù)描述零件實(shí)體輪廓外形,直接生成頂。數(shù)控等離子切割機(jī)手工編程大體過程如下:分析零件圖樣一數(shù)控工藝處理一數(shù)學(xué)處理一編寫NC代碼一校驗(yàn)、調(diào)試NC程序一首件試切一誤差分析,枯燥、繁瑣、易出錯(cuò)、指令語法難記憶。而對(duì)復(fù)雜的加工零件描述點(diǎn)過多更不適用。自動(dòng)編程時(shí)AutoCAD20oo可直接由二維圖形描述零件輪廓的圖形實(shí)體直接生成數(shù)控加工代碼,則可以避免人工編程復(fù)雜的記憶。明顯提高編程效率和編程質(zhì)量。尤其是在復(fù)雜的輪廓編程中,更能發(fā)揮其優(yōu)勢(shì)。數(shù)控等離子切割機(jī)的編程一般分為手動(dòng)和自動(dòng)兩種方式,這兩種方式有自己的優(yōu)點(diǎn),在一些情況下可以用自動(dòng)編程,這就要根據(jù)實(shí)際的情況來決定用什么樣的編程方式了,現(xiàn)在給大家介紹一下關(guān)于等離子數(shù)控切割機(jī)的編程方式。數(shù)控等離子切割機(jī)自動(dòng)編程的加工過程零件輪廓坐標(biāo)信息可由POLYLINE命令完成,它是由一系列首尾相連的直線和圓弧組成。在圖形數(shù)據(jù)庫中以頂點(diǎn)(即相連點(diǎn))子實(shí)體的形式保存信息,與形狀位置有關(guān)的信息有兩個(gè):數(shù)控等離子切割機(jī)一是頂點(diǎn)(VERT.Ex)的坐標(biāo)值,二是頂點(diǎn)凸度(BULGE)。PoLYline命令繪制后的實(shí)體輪廓外形,可利用o與ectARX函數(shù)方便地知道各頂點(diǎn)的坐標(biāo)值和凸度值,這樣就得到了零件輪廓上直線的起點(diǎn)、終點(diǎn)、坐標(biāo)和圓弧起點(diǎn)、終點(diǎn)、半徑、圓心的幾何信息。在對(duì)輪廓要求不嚴(yán)格時(shí),如護(hù)欄花形、文字等,也可用LINE命令,利用粗插補(bǔ)的原理,連續(xù)描述零件實(shí)體輪廓外形,直接生成頂。
控等離子切割機(jī)-金屬光纖激光切割機(jī)源頭把關(guān)放心選購")
點(diǎn)擊查看華宇誠數(shù)控科技有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】