

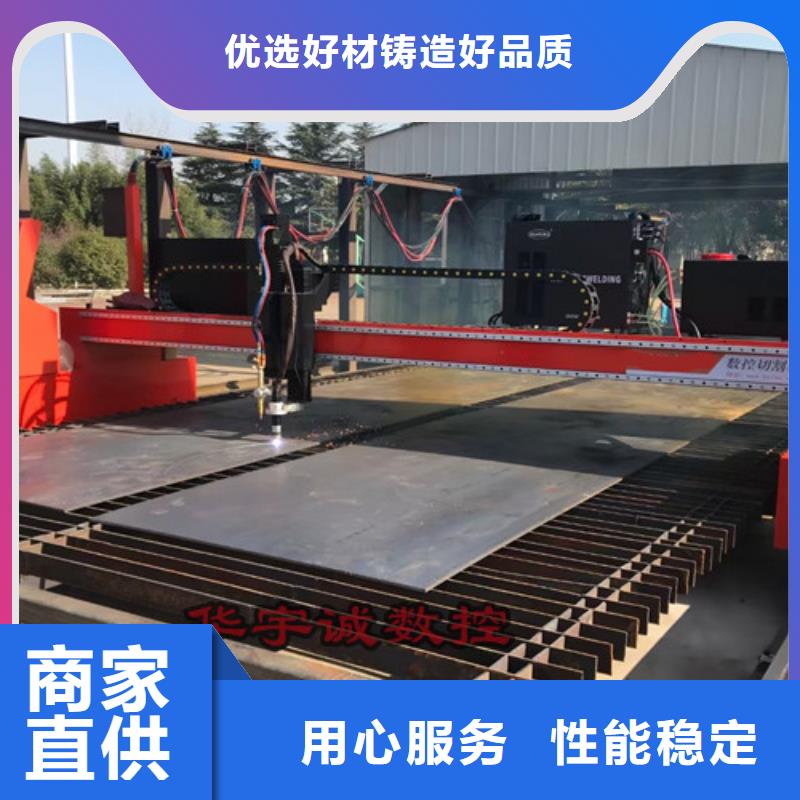


想要一睹【數控等離子切割機】板管一體光纖激光切割機廠家采購產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:【數控等離子切割機】板管一體光纖激光切割機廠家采購的圖文介紹
華宇誠數控科技有限公司將不斷提高自身的本領,用更好的技術理念,合理的 廣西大功率激光切割機產品建議,優惠的價格來回報所有的客戶,更期待在接下來的工作中,能有幸和更多的客戶建立良好的合作關系,攜手并進,共創美好的未來,熱烈歡迎您的來電!

數控等離子切割機的加工質量對于企業生產具有十分重要的意義,在目前等離子切割所應用的多個領域中,對于精度及坡口斜度的改進將為企業的二次加工帶來顯著效益,今天,我們專門找來影響等離子切割質量的五項重要因素,為方便用戶深入了解這五大參量對于數控等離子切割機加工質量的改進與實際操作,下面我們將分別予以介紹。一、數控等離子切割機工作氣體數控等離子切割機工作氣體與流量是影響切割質量效果的一項主要參數,目前所普遍采用空氣等離子切割只為眾多工作氣體中的一類,概因使用成本相對較低而得到廣泛普及,但從加工效果來說的確有所欠缺,我們所指的數控等離子切割機工作氣體包括切割氣體和協助氣體,有些設備還要求起弧氣體,通常要根據切割材料的種類,厚度和切割方法來選擇合適的工作氣體。切割氣體既要保證等離子射流的形成,又要保證去掉切口中的熔融金屬和氧化物。過大的氣體流量會帶走更多的電弧熱量,使得射流的長度變短,導致切割能力下降和電弧不穩;過小的氣體流量則使等離子弧失去應有的挺直度而使切割的深變淺,同時也容易產生掛渣;所以氣體流量一定要與切割電流和速度很好的配合。現在的等離子弧切割機大多靠氣體壓力來控制流量,因為當割炬孔徑一定時,控制了氣體壓力也就控制了流量。切割一定板厚材料所使用的氣體壓力通常要按照客戶提供的數據選擇,若有其它的特殊應用時,氣體壓力需要通過實際切割試驗來確定。常用的工作氣體有:氬氣、氮氣、氧氣、空氣以及H35、氬-氮混合氣體等。1.空氣中含有體積分數約78%的氮氣,所以利用空氣切割所形成的掛渣情況與用氮氣切割時很想像;空氣中還含有體積分數約21%的氧氣,因為氧的存在,用空氣的切割低碳鋼材料的速度也很高;同時空氣也是很經濟的工作氣體。但單獨使用空氣切割時,會有掛渣以及切口氧化、增氮等問題,而且電極和噴嘴的壽命較低也會影響工作效率和切割成本。2.氧氣可以提高切割低碳鋼材料的速度。使用氧氣進行切割時,切割模式與火焰切割很想像,高溫高能的等離子弧使得切割速度更快,但是必須配合使用抗高溫氧化的電極,同時對電極進行起弧時的防沖擊保護,以延長電極的壽命。3.氫氣通常是作為協助氣體與其它氣體混和作用,氣體H35(氫氣的體積分數為35%,其余為氬氣)是等離子弧切割能力好的氣體之一,這主要得利于氫氣。由于氫氣能顯著提高電弧電壓,使氫等離子射流有很高的焓值,當與氬氣混合使用時,其等離子射流的切割能力大大提高。一般對厚度70mm以上的金屬材料,常用氬+氫作為切割氣體。若使用水射流對氬+氫氣等離子弧進一步壓縮,還可獲得更高的切割效率。4.氮氣是一種常用的工作氣體,在有較高電源電壓的條件下,氮氣等離子弧有較好的穩定性和比氬氣更高的射流能力,即使是切割液態金屬粘度大的材料如不銹鋼和鎳基合金時,切口下緣的掛渣量也很少。氮氣可以單獨使用,也可以同其它氣體混和使用,如自動化切割時經常使用氮氣或空氣作為工作氣體,這兩種氣體已經成為高速切割碳素鋼的標準氣體。有時氮氣還被用作氧等離子弧切割時的起弧氣體。5.氬氣在高溫時幾乎不與任何金屬發生反應,氬氣等離子弧很穩定。而且所使用的噴嘴與電極有較高的使用壽命。但氬氣等離子弧的電壓較低,焓值不高,切割能力有限,與空氣切割相比其切割的厚度大約會降低25%。另外,在氬氣保護環境中,熔化金屬的表面張力較大,要比在氮氣環境下高出約30%,所以會有較多的掛渣問題。即使使用氬和其它氣體的混合氣切割也會有粘渣傾向。因此,現已很少單獨使用純氬氣進行等離子切割。

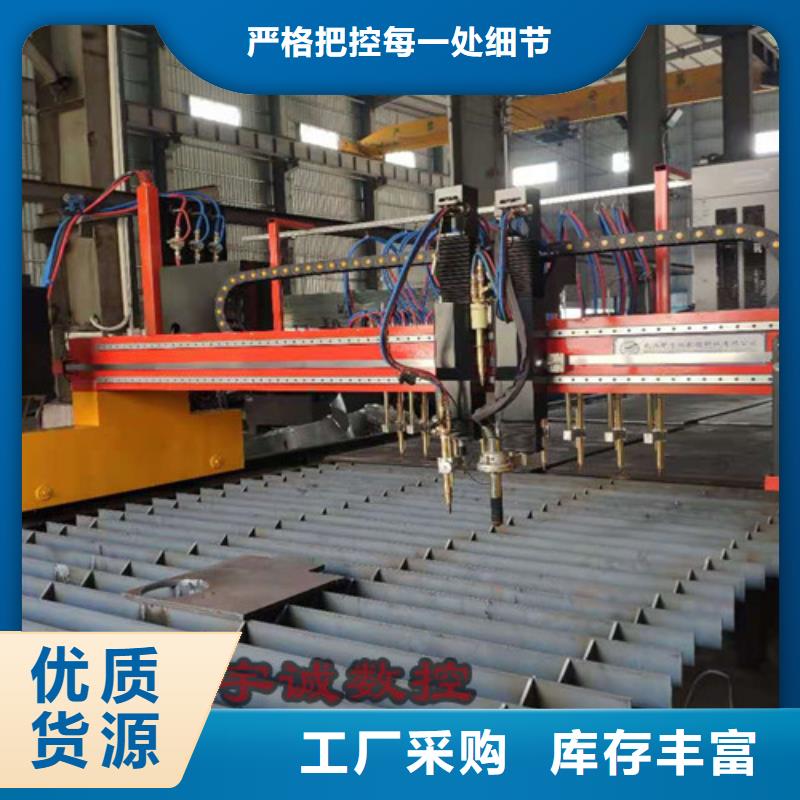
數控火焰等離子切割機的功能及優勢:數控切割設備的兩大分類中,火焰切割機與等離子切割機目前在國內市場均有相當多的終端用戶,對于企業來說,選擇采用數控切割方式除了提高生產加工效率外,更多的還在于節約生產成本,具體到數控火焰、等離子切割機上來看,則可以歸結為人工成本、生產成本等多個方面,為了讓更多的用戶能了解數控火焰、等離子切割機的功能優勢,以下將主要就此方面情況予以簡單說明:一、等離子切割介紹等離子切割是利用高溫在噴嘴處噴射出來的高速氣流離子化,從而形成導電體。當電流通過時,該導氣流即形成高溫等離子電弧,電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借助高速等離子氣流的動力排除熔融金屬以形成切口的一種加工方法。利用環形氣流技術形成的細長并穩定的等離子電弧,保證了能夠平穩且經濟地切割任何導電的金屬。數控切割機廠家直銷!圖片經過多年的探索,等離子技術得到了長足的發展。近的進展是通過加大功率來加快數控等離子切割機速度,同時提高切割質量。圖片二、火焰切割介紹火焰切割是老的熱切割方式,其切割金屬厚度從1毫米到1米,但是當您需要切割的絕大多數低碳鋼鋼板厚度在20毫米以下時,應采用其他切割方式。火焰切割是利用氧化鐵燃燒過程中產生的高溫來切割碳鋼,火焰割炬的設計為燃燒氧化鐵提供了充分的氧氣,以保證獲得良好的切割效果。火焰切割設備的成本低并且是切割厚金屬板經濟有效的手段,但是在薄板切割方面有其不足之處。與等離子比較起來,火焰切割的熱影響區要大許多,熱變形比較大。為了切割準確有效,操作人員需要擁有高超技術才能在切割過程中及時回避金屬板的熱變形。


數控等離子切割機系統具有的優勢
專用數控系統應用于等離子弧切割,相比火焰切割將存在質的不一樣,很多用戶都不明白這點。業內人士都曉得切割專用數控系統關于切割零件的輪廓速度控制與切割技術的需求永遠是對立的。
切割技術通常需求對于所切割的零件輪廓速度要相同,可是又為了確保機床的切割平穩又必須在各個角落處進行減速、加快操作,然后會帶來在角落處的切割質量降低。
關于火焰切割,因為切割速度是十分慢的,所以對各個角落處的切割質量影響不大,而關于等離子弧切割,跟著切割速度越大,各個角落處的切割質量就越差,特別薄板切割就愈加顯著了,所以關于數控系統就提出了更高需求。
在切割前進行角落處速度預處理,依據角落線段的相交角和系統參數"離心加快度"以及當時設定的切割速度來歸納計算角落處應減到的速度,然后盡量保持切割速度。就象開車,在不一樣大小的轉彎處,采納不一樣的速度,而國內大多數系統沒有角落處速度預處理功能,因此用戶能夠很簡單依據角落的速度改變來判別系統的好壞。


