
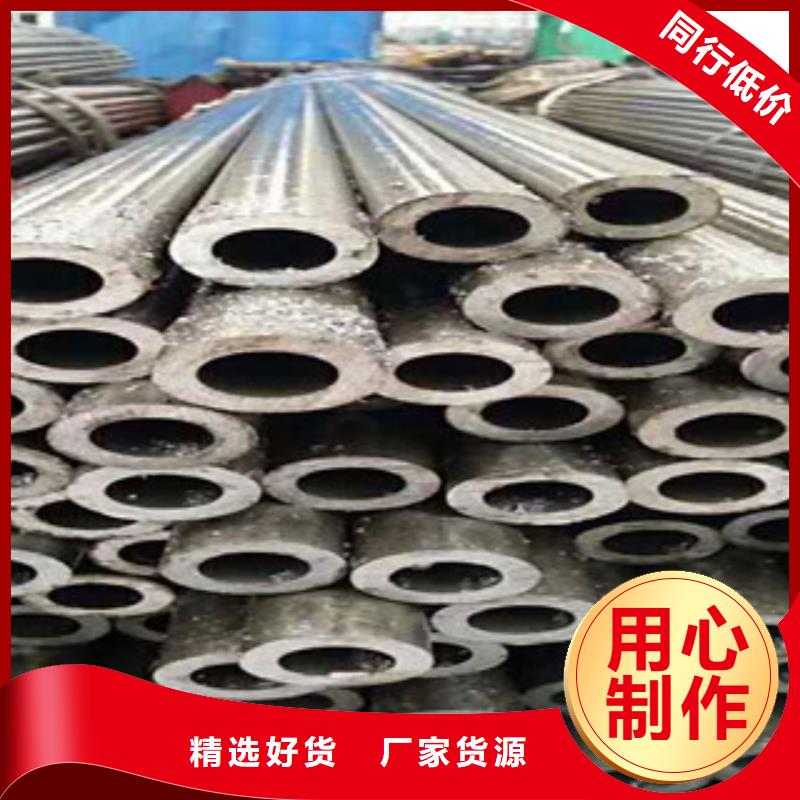

安徽蕪湖精拉光亮管品種齊全、質量穩定、價格優惠、送貨及時,多年來公司以誠信專業的作風贏得了廣大客戶的認可和好評。“質量為本,服務為魂”是我們公司一貫秉承的經營理念,龍麗金屬材料有限公司將一如既往的為每一位客戶提供高質量而廉價的 安徽蕪湖精拉光亮管產品外,還提供率而優質的服務!歡迎廣大客戶朋友來電咨詢洽談!


精密鋼管耐腐蝕的原因
所有金屬都和大氣中的氧氣進行反應,在表面形成氧化膜。不幸的是,在普通碳鋼上形成的氧化鐵繼續進行氧化,使銹蝕不斷擴大,終形成孔洞。可以利用油漆或耐氧化的金屬(例如,鋅,鎳和鉻)進行電鍍來保證碳鋼表面,但是,正如人們所知道的那樣,這種保護僅是一種薄膜。如果保護層被破壞,下面的鋼便開始銹蝕。
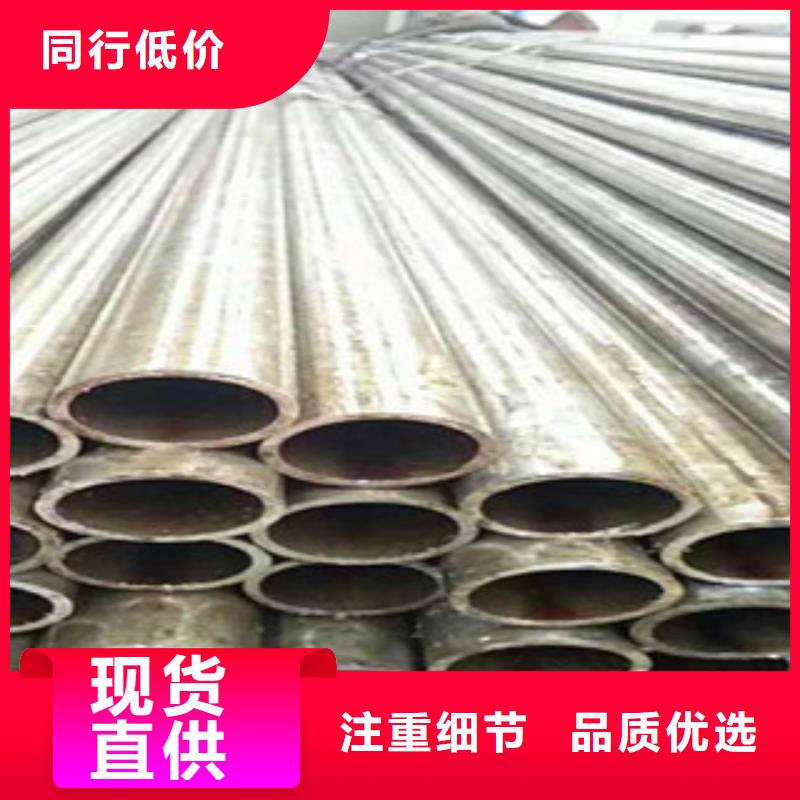
精密鋼管的耐腐蝕性取決于鉻,但是因為鉻是鋼的組成部分之一,所以保護方法不盡相同。
在鉻的添加量達到10.5%時,鋼的耐大氣腐蝕性能顯著增加,但鉻含量更高時,盡管仍可提高耐腐蝕性,但不明顯。原因是用鉻對鋼進行合金化處理時,把表面氧化物的類型改變成了類似于純鉻金屬上形成的表面氧化物。這種緊密粘附的富鉻氧化物保護表面,防止進一步地氧化。這種氧化層極薄,透過它可以看到鋼表面的自然光澤,使精密鋼管具有獨特的表面。而且,如果損壞了表層,所暴露出的鋼表面會和大氣反應進行自我修理,重新形成這種氧化物"鈍化膜",繼續起保護作用。
因此,所有的精密鋼管元素都具有一種共同的特性,即鉻含量均在10.5%以上。



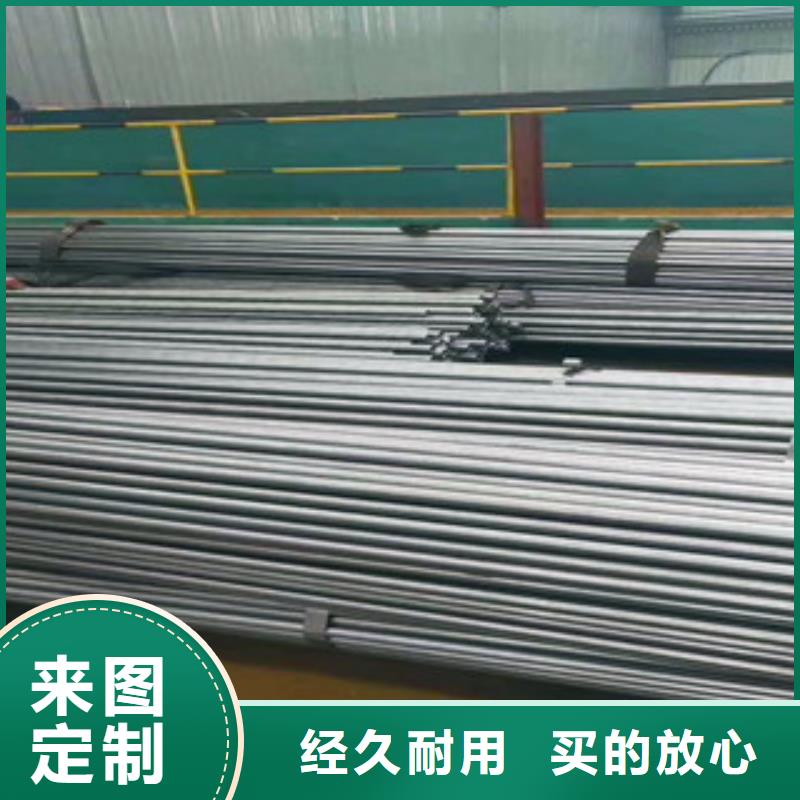
精密鋼管擠壓工藝參數
包括擠壓溫度、擠壓速度和擠壓比。擠壓溫度隨合金不同而異。各種金屬和合金管材的擠壓溫度列于表1。擠壓速度取決于合金種類、 塑性溫度范圍、產品表面質量、組織和性能、形狀和規格、錠坯種類和狀態、擠壓方法、變形程度、工具允許的壓力、擠壓機能力等。各種金屬和合金管材的金屬流出速度列于表2。
管材生產的擠壓比一般都在較寬的范圍內變化,主要取決于擠壓機能力、擠壓筒大小和合金種類等因素。厚壁鋁合金管的擠壓比應大于8,但不宜過大,以保證所需的性能。采用焊合法擠壓時,擠壓比應大于25。紫銅管的擠壓比為250左右;a黃銅的為60~300, β黃銅和(α+β)黃銅的可達到700左右;青銅的擠壓比為50~100;白銅的擠壓比大致為80。鈦及鈦合金管材的 擠壓比為100。



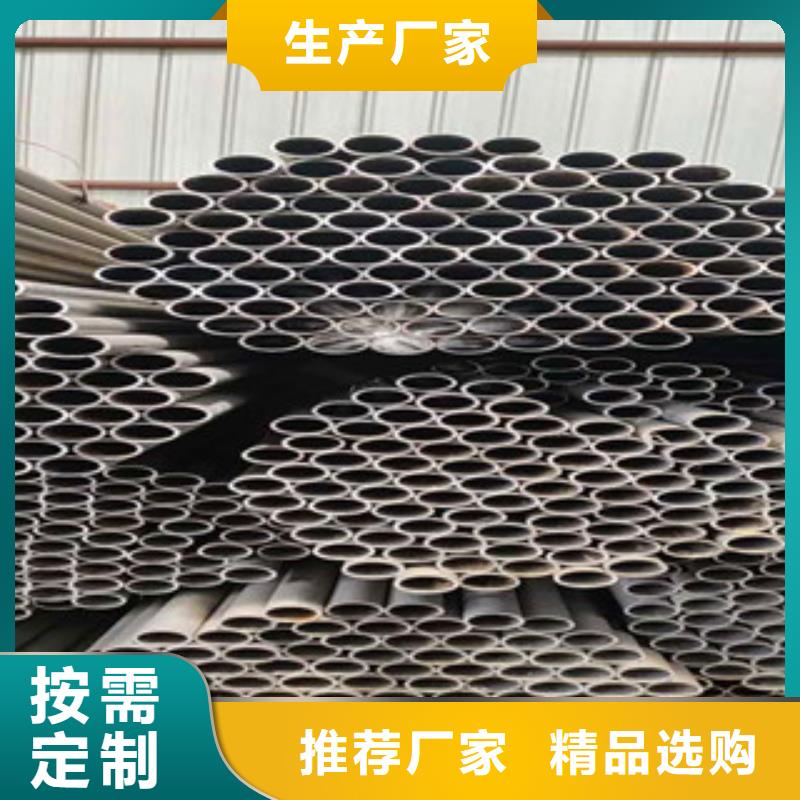
精密鋼管的類型
"精密鋼管"一詞不僅僅是單純指一種精密鋼管,而是表示一百多種工業精密鋼管,所開發的每種精密鋼管都在其特定的應用領域具有良好的性能。成功的關鍵首先是要弄清用途,然后再確定正確的鋼種。有關精密鋼管的進一步詳細情況可參見由NiDI編制的"精密鋼管指南"軟盤。
幸而和建筑構造應用領域有關的鋼種通常只有六種。它們都含有17~22%的鉻,較好的鋼種還含有鎳。添加鉬可進一步改善大氣腐蝕性,特別是耐含氯化物大氣的腐蝕。
精密鋼管的優點--耐大氣腐蝕
經驗表明,大氣的腐蝕程度因地域而異。為便于說明,建議把地域分成四類,即:鄉村,城市,工業區和沿海地區。
鄉村是基本上無污染的區域。該區人口密度低,只有無污染的工業。
城市為典型的居住、商業和輕工業區,該區內有輕度污染,例如交通污染。
工業區為重工業造成大氣污染的區域。污染可能是由于燃油所形成的氣體,例如硫和氮的氧化物,或者是化工廠或加工廠釋放的其它氣體。空氣中懸游的顆粒,像鋼鐵生產過程中產生的灰塵或氧化鐵的沉積也會使腐蝕增加。
沿海地區通常指的是距海邊一英里以內的區域。但是,海洋大氣可以向內陸縱深蔓延,在海島上更是如此,盛行風來自海洋,而且氣候惡劣。例如,英國氣候條件就是如此,所以整個 都屬于沿海區域。如果風中夾雜著海洋霧氣,特別是由于蒸發造成鹽沉積集聚,再加上雨水少,不經常被雨水沖刷,沿海區域的條件就更加不利。如果還有工業污染的話,腐蝕性就更大。


精密鋼管擠壓潤滑
在擠壓管材時對擠壓桿和穿孔針都要進行潤滑。鉛管擠壓時用動物脂潤滑。擠壓鋁及鋁合金管的潤滑劑為汽缸油(70%~90%)和片狀石墨(10%~25%)混合物,還可添加10%~20%的鉛丹或10%左右的石墨粉。鎂及鎂合金、鋅及鋅合金管材擠壓時可用石墨和油的混合物潤滑。擠壓銅管一般用機油和石墨混合物作潤滑劑。擠壓鈦及鈦合金管時多采用玻璃潤滑劑潤滑。擠壓鋯管時常在錠外加上黃銅套筒作潤滑劑,以油-石墨混合物作輔助潤滑劑,也可在鹽浴中加熱錠坯后再涂一層玻璃膜。擠壓純鎳、低合金化鎳合金、鎳-鉻-鉬合金和鎳-銅-鐵合金管時,在以玻璃潤滑劑潤滑之前,應用硬脂酸和石墨混合物潤滑擠壓筒、擠壓模和擠壓桿。擠壓碳精密鋼管時用油-石墨-鹽混合物作潤滑劑,擠壓合金精密鋼管時則用玻璃作潤滑劑(見擠壓潤滑)。玻璃潤滑劑的使用方法有涂層法、玻璃粉滾粘法和玻璃布包覆法3種。涂層法是在錠坯上涂一層玻璃液體,或直接將錠坯浸入玻璃液體中。滾粘法是使錠坯沿著均勻撒有玻璃粉的傾斜工作面上滾過,使玻璃粉粘附于錠坯的側表面上。包覆法是將玻璃布包于熱錠坯上。這3種潤滑方法用于潤滑擠壓筒。擠壓模的潤滑方法是在模工作面與錠坯之間放置一只厚3~10mm、內孔稍大于模孔的玻璃墊。對穿孔針的潤滑可將玻璃布包覆在針的涂有瀝青的工作段上。
坯料選擇也是擠壓管材時的一個重要程序,其中包括錠坯種類的選擇、斷面尺寸的確定和擠壓前的預處理。



