
保障")


想要真正了解合金鋼管厚壁無縫鋼管講信譽(yù)保質(zhì)量產(chǎn)品的魅力嗎?這個(gè)視頻將以其無與倫比的視聽效果,讓您仿佛置身于產(chǎn)品的核心之中,感受其獨(dú)特的魅力。
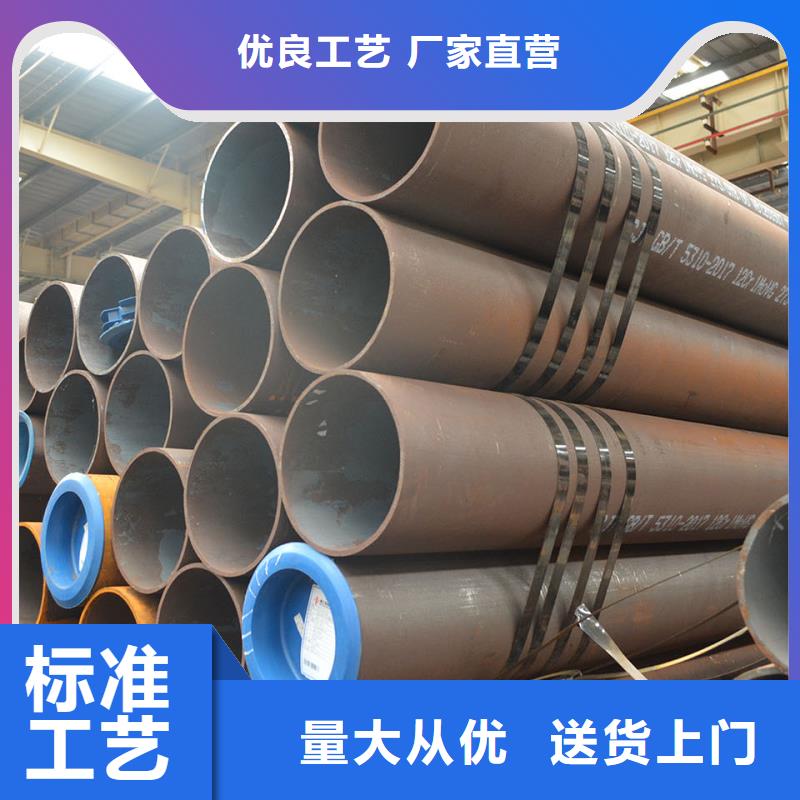
以下是:合金鋼管厚壁無縫鋼管講信譽(yù)保質(zhì)量的圖文介紹
保質(zhì)量")
保質(zhì)量")
15CrMo和15CrMoG、12Cr1MoV和12Cr1MoVG這些合金鋼管在化學(xué)元素上基本沒有很大的區(qū)別,元素含量也是相差甚微。15CrMo和15CrMoG,12Cr1MoV和12Cr1MoVG,這四種材質(zhì)區(qū)別就是后面的G,這個(gè)G是鍋爐、高溫用的一種標(biāo)志。甘肅合金鋼管帶G的就是鍋爐、高溫專用管,不帶G的就是普通合金管,他們的執(zhí)行標(biāo)準(zhǔn)不同,帶G的是執(zhí)行國際標(biāo)準(zhǔn)GB/T5310-2017,這種標(biāo)準(zhǔn)是鍋爐管標(biāo)準(zhǔn),它是針對高壓鍋爐管,它的工作壓力一般在9.8Mpa以上,工作溫度在450℃~650℃之間。甘肅合金鋼管不帶G,屬于普通合金管,根據(jù)施工單位的需要,可以按照不同的 標(biāo)準(zhǔn)生產(chǎn),例如GB/T8162-2018普通結(jié)構(gòu)管標(biāo)準(zhǔn),GB/T8163普通流體管標(biāo)準(zhǔn)等。不同的標(biāo)準(zhǔn)鋼管對使用環(huán)境和耐壓耐熱程度要求不同,也 不能用15CrMo替代15CrMoG,12Cr1MoV替代12Cr1MoVG。
保質(zhì)量")
保質(zhì)量")
保質(zhì)量")
甘肅高壓合金管,選好的好選擇,質(zhì)量保證,價(jià)格優(yōu)惠,廠家直銷,誠信至上,浩銘物資有限公司期待您的光臨,歡迎來電詳談,量大從優(yōu)。
保質(zhì)量")
甘肅焊接合金鋼管時(shí)很容易出現(xiàn)冷裂紋。此時(shí),由于焊接時(shí)內(nèi)應(yīng)力比較大,裂紋的產(chǎn)生很容易影響焊接質(zhì)量。如果比較嚴(yán)重,圓鋼管的性能指標(biāo)就會(huì)降低。控制一直是工程施工質(zhì)量控制的重點(diǎn)和難點(diǎn),如何合理避免此類問題。適當(dāng)擴(kuò)大電流量,降低冷卻速度,有利于防止硬化機(jī)制的產(chǎn)生。焊接前加熱避免了裂紋的產(chǎn)生,在一定程度上還具有改善性能的作用。控制固層溫度,應(yīng)略高于加熱溫度。合金鋼管選擇有效的焊接模式,嚴(yán)格按照工程圖紙生產(chǎn)加工零件的焊縫。清理焊縫兩側(cè)的鐵銹、水等,減少氡氣的來源。合金鋼管裂紋通常發(fā)生在封頭焊道和焊根處,因此對定位的焊接長度、焊孔縱橫比和間距也有相應(yīng)的要求。如果在焊縫內(nèi)強(qiáng)制完成精密定位焊接,焊接縱橫比應(yīng)低于焊縫深度的2/3,長度應(yīng)超過40mm。如有必要,在精密定位焊前加熱。焊接前檢查精密定位焊接,如有裂紋排除重新焊接。精密定位焊的長度和間隔應(yīng)取決于對接焊縫的厚度和結(jié)構(gòu)的長度。為降低熱應(yīng)力,避免合金鋼管焊接產(chǎn)生裂紋,安裝時(shí)要防止強(qiáng)行組裝。焊接前進(jìn)行合金鋼管加工工藝鑒定實(shí)驗(yàn),明確加工工藝的主要參數(shù)。堿低氫焊絲E5Q/E55用于合金鋼管的手工焊接;CO:氣體保護(hù)焊可以使用藥芯焊絲;弧焊可使用F5021-H08MnA焊絲,并按規(guī)定嚴(yán)格風(fēng)干。風(fēng)干溫度為350-450℃。風(fēng)干后在100-150℃保溫1-1h,放入保溫隔熱筒中隨時(shí)使用。合金鋼管超低溫焊接后,應(yīng)進(jìn)行緩冷。為了減緩焊接和熱影響區(qū)的冷卻速度,避免形成冷裂紋,應(yīng)立即對焊接部位進(jìn)行保溫,即立即將焊接部位加熱到250-350℃。℃,用石棉保溫2~6小時(shí)后風(fēng)冷,可減少焊接中過氧化物的量,避免冷裂紋。加熱方式和總寬度與焊接前相同。
保質(zhì)量")
保質(zhì)量")
點(diǎn)擊查看浩銘物資有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】