



聯系我們

當前位置:
衡水 銘諾橡塑制品有限公司 >五華本地今日新聞
注塑產品縮水怎么調機廠家長期供應
更新時間:2025-02-10 17:52:50 瀏覽次數:3 公司名稱:衡水 銘諾橡塑制品有限公司
以下是:注塑產品縮水怎么調機廠家長期供應的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 7天內 |
| 供貨總量 | 9999 |
| 運費說明 | 電議 |
| 最小起訂 | 10 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 塑料 |
| 產品品牌 | 銘諾 |
| 發貨城市 | 河北衡水 |
| 產品產地 | 河北衡水 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 定制 |
| 質保時間 | 180天 |
| 是否進口 | 否 |
| 質量認證 | 合格 |
以下是:注塑產品縮水怎么調機廠家長期供應的圖文視頻




今年在梅州市五華縣購買注塑產品縮水怎么調機廠家長期供應有了新選擇,銘諾橡塑制品有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的注塑產品縮水怎么調機廠家長期供應產品。如需購買或咨詢,請隨時聯系我們,聯系人:杜鑫鑫-18631871991,QQ:3265414165,地址:衡水景縣景龍路南、杜橋鎮草廠村西北發貨到廣東省 梅州市 五華縣、梅江區、梅縣區、大埔縣、豐順縣、平遠縣、蕉嶺縣、興寧市。 廣東省,梅州市,五華縣 五華縣,舊名長樂縣,民國初改現名,隸屬廣東省梅州市,地處廣東省東北部,韓江上游,是粵東丘陵地帶的一部分。東南界豐順、揭西、陸河,西南接東源、紫金,西北鄰龍川,東北連興寧。總面積3237.8平方公里。轄16個鎮,縣政府駐水寨鎮。
觀看我們的產品視頻,就像打開了一扇通往注塑產品縮水怎么調機廠家長期供應產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:注塑產品縮水怎么調機廠家長期供應的圖文介紹

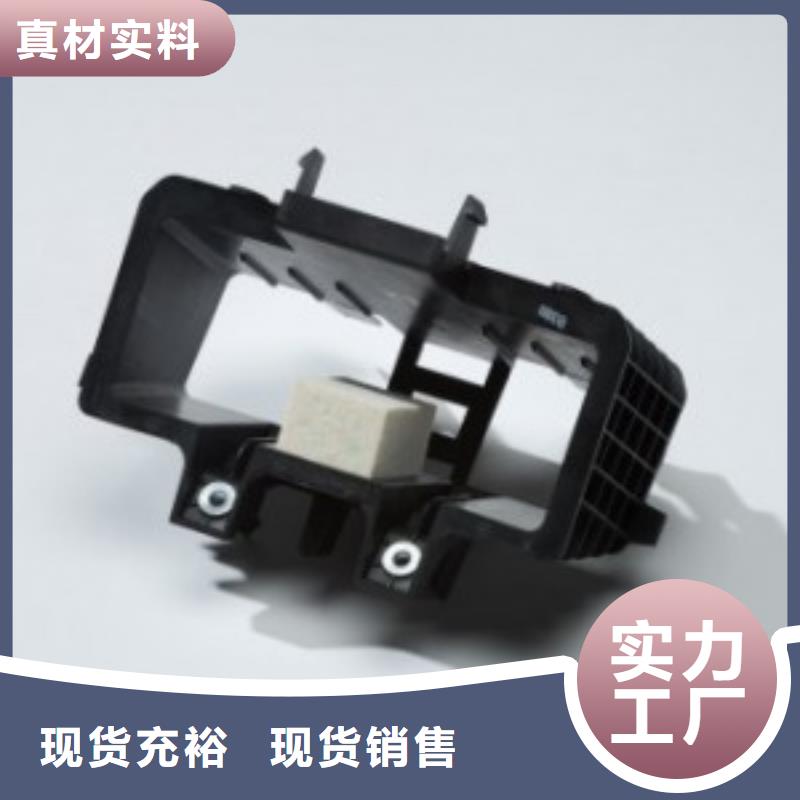
梅州五華注塑產品 產生變形的原因 1-1 品的形狀,特別是成形收縮率同制品厚度的關系而引起的殘留應力。 l-2日于成型條華產生的殘余應 1-3脫模時產生的殘余應力 1-4由于冷卻時間不足而引起變形 .相關聯的知識 2-1 制品的變形(翹曲、彎曲、小紋)同產生紋的原因一樣即制品內殘余內應力。成型的設定條件應朝制品內應力的方向設定。即提高料筒溫度、模具溫度后,在材料流動性變好的狀態下,射出壓力不要太高。 22為了減少殘余內應力,有進行退火處理,即在熱變形溫度 10度以下,小時以上的加熱就有內應力的效果。但這種方式的退火因費用高而使用的不普遍。 2-3 如果模具的冷卻水孔不能對制品進行均勻冷卻,也會產生殘余應力,這就意味著冷卻水孔不能太淺。


梅州五華注塑產品 三.解決方法: 3-1即時:下降射出壓力 3-2 短期:提高模具型腔光潔度 3-3長期:脫模斜度要足夠,脫模銷要布置得非常平衡。 四。由于材料得差異 4-1GP 聚苯乙烯得網狀龜得長度達到 1~2mm 得 數很少,HIPS 我們觀察到非常小的白化現象。 五. 考事項 5-1網狀龜裂同裂紋可用墨水涂布后區分出。 、制品白化的方法 產生白化的原因 1-1 脫模時的力(脫模不良) 1-2 過大的負荷 相關的知識 2-1 同上一節網狀龜裂同樣的原因 2-2由于脫模不良造成脫模銷對制品施加過大的力造成白化現象的常見 23 白化指應力白色化,從圖上應力屬服曲線同裂紋白色化的過程知見,的確要化費能量。白色化后只要加少許的能量就會發生裂紋



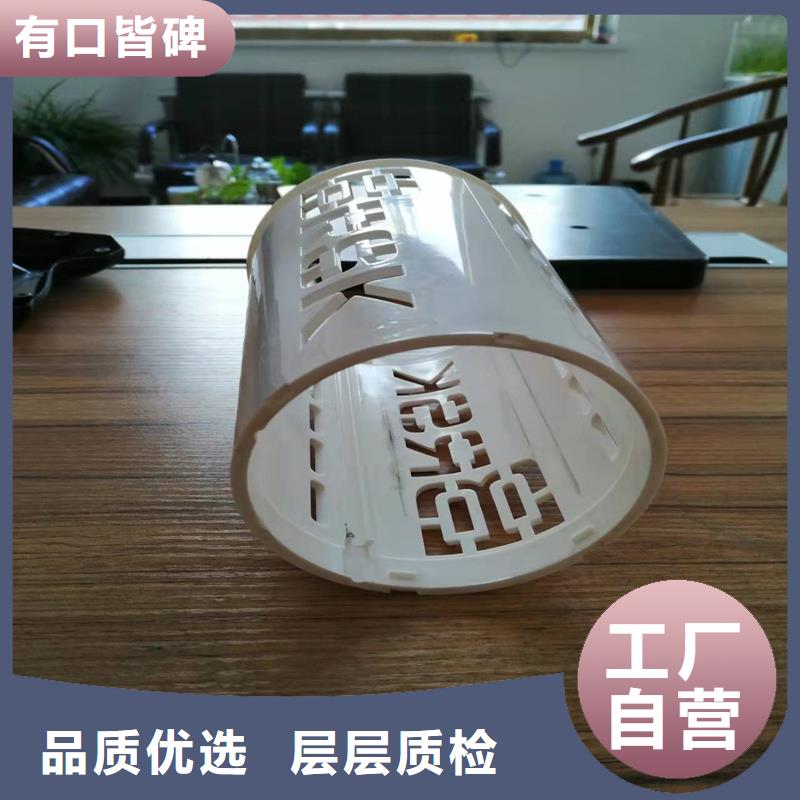
銘諾橡塑制品有限公司自投產以來,通過優良的 梅州五華硅膠密封條產品性能和完善的售后服務體系逐步贏得了客戶的信賴并全國各地。公司一貫堅持以人為本的管理理念,人才薈萃是我們創新發展的基礎,質優量大是我們競爭前進的優勢。我們的生產工藝規范,技術力量雄厚,可根據客戶要求和使用環境不同制造出符合客戶需求的 梅州五華硅膠密封條。

梅州五華注塑產品 制品熔結痕的方法10 制品產生熔結痕的原因: 1-1由于溶融材料的先頭部分冷卻固化在合流不造成條狀的熔結痕。 1-2由于空氣還有材料的揮發分被封閉 1-3型腔內殘留有脫模劑。 相關聯的知識:2-1 使用一個澆口,沒有使材料從 2個方向合流的制品一般沒有熔結痕,除此以外,如果想避免熔結痕只能改變澆口的位置使熔結痕發生在不顯眼或看起來順眼的位置。 2-2 模具上的銷(在制品上的孔)一般都會發生熔結痕。 2-3因空氣被封閉而產生熔結痕的現象非常多,所以必須使空氣完全逸出。 2-4 也有用這種方法的:使產生熔結痕的地方發生在制品多余的薄片上,然后再把薄片切斷 2-5 脫模劑過多而使熔融的材料的先頭部分浮起送進型腔,肯定就會發生熔結痕 解決方法: 3-1 即時:提高射出速度,提高模具溫度,提高料筒的溫度,提高射出壓力 3-2 短期的:增加氣體逸出槽 3-3 長期的:改變澆口的位置。

聯系人:杜鑫鑫,電話:18631871991,銘諾橡塑制品有限公司在梅州市五華縣本地專業從事注塑產品縮水怎么調機廠家長期供應,梅州市五華縣各個縣市以及周邊城市均可提供送貨上門服務!