


金海金屬材料(鞍山市分公司)是一家以生產 結構無縫鋼管為主的廠家、以客戶需求為發展的根本,保障服務質量,不斷提高發展技術和服務領域,為客戶提供便捷、優質、的服務。 一貫秉承、便捷、優質、的服務理念,全體職工發揚“團結、奮發、、奉獻“的精神,以“保證質量、用戶滿意“作為永恒的追求和鄭重的承諾,愿以先進的技術、優良的設備、科學的管理,竭誠為廣大客戶提供省時、省力、省錢、、快捷、方便的優質服務。愿在您的信任和大力支持下共創美好明天


無縫鋼管接納的荷載方法不一樣,選擇滾動軸承協作的緊松水平也應不一樣,當接納固定不動荷載時,協作應松些,使滾動軸承在機械設備上用拆比較便捷,但也不可以太松,要不然會造成在相協作零件上拖動而使協作面磨壞,因此,一般應取用銜接協作或具備非常少間隙的間隙協作。
當無縫鋼管接納轉動荷載時,應選擇過緊的協作,以防止該拋圈在協作零件上拖動,使協作面產生磨壞,但過盈量不可以很大,要不然會使滾動軸承內部的側隙減少以至完全消退,產生過大的接觸壓力,造成 軸磨壞加快,影響其使用壽命。
當無縫鋼管接納擺動荷載時,選擇協作的緊松水平,一般與無縫鋼管接納轉動荷載時采用的協作同樣,也許稍緊一些。
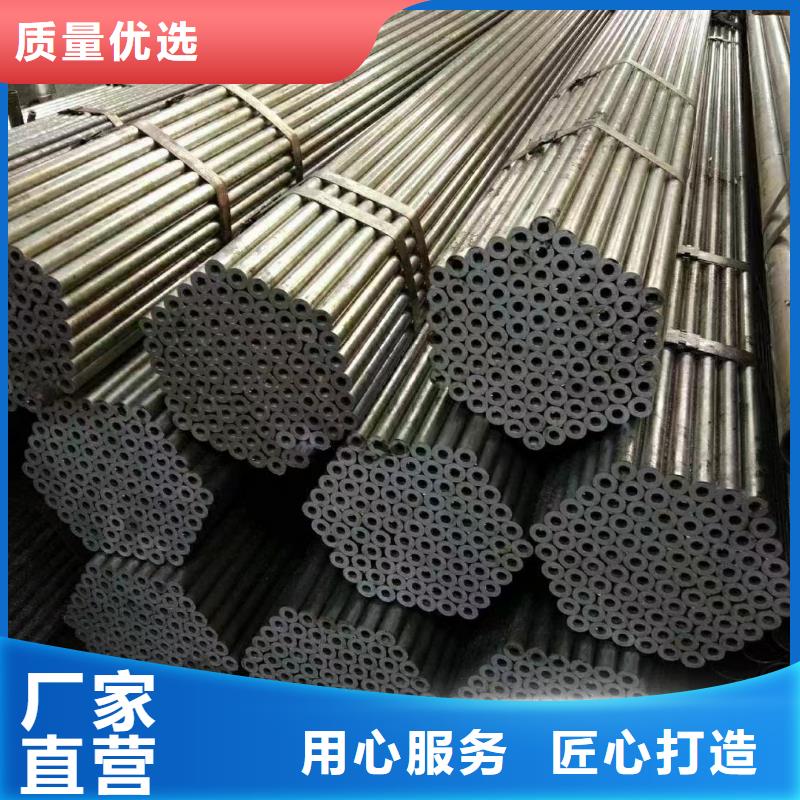
無縫鋼管生產步驟:管料歷經積極軋管機上不斷冷軋 經均整個機械均整壁厚,經定徑機定徑,抵達規范規定,應用連續式軋管機組生產熱扎無縫鋼管是較的方法,一般 在二輥式擠壓機上開展,無縫鋼管在變橫斷面圓洞槽和沒動的錐型頂邊所構成的環狀板孔中冷軋,冷拉一般 在多肽鏈式或雙鏈條式冷拔機上開展捏揉法已然加溫好的管料放到密閉式的捏揉圓桶內破孔棒與捏揉桿一同健身運動,使捏揉件從較小的模孔中擠壓,此方法可生產直徑較小的無縫鋼管。

金海金屬材料(鞍山市分公司)



、由于無縫鋼管精細鑄造的縮短大大超越鑄鐵,為避免鑄件呈現縮孔、無縫鋼管縮松缺點,在鑄造工藝上大都選用冒口和、冷鐵和補助等辦法,以完成次序凝結。
為避免無縫鋼管鑄件發生縮孔、縮松、氣孔和裂紋缺點,無縫鋼管應使其壁厚均勻、避免尖角和直角結構、在鑄型用型砂中加鋸末、在型芯中加焦炭、以及選用空 心型芯和油砂芯等來改進砂型或型芯的讓步性和透氣性。
2、由于鋼液的流動性差,為避免無縫鋼管鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、堅持液態的時間長,流動性可得到改進。可是澆溫過高,無縫鋼管會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。因而一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃。
以上是小編總結的一些資料,本公司生產的無縫鋼管,質量有保障,歡迎咨詢。
