



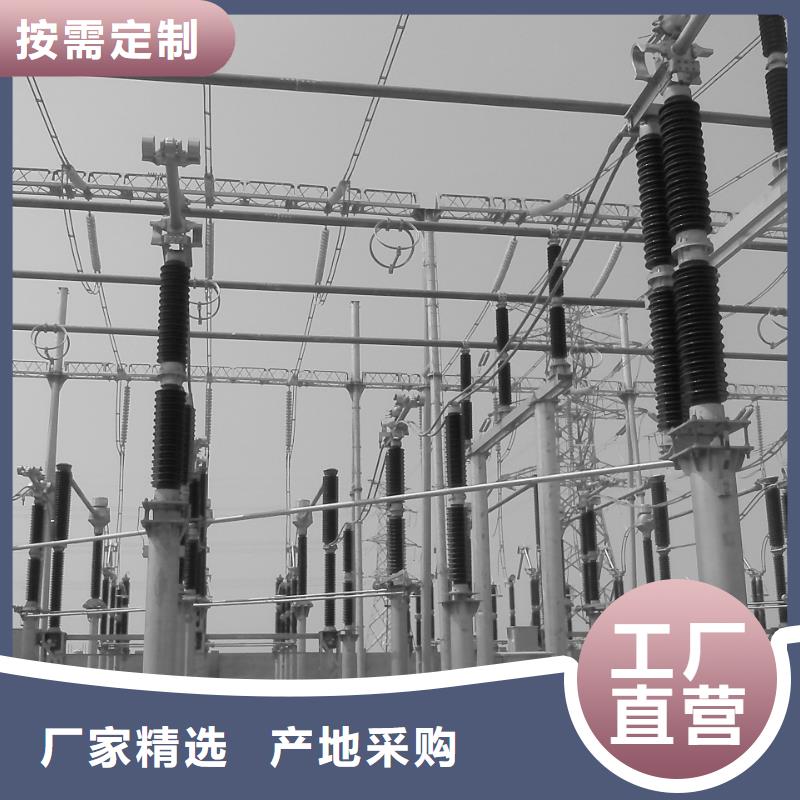

我們為您呈現了【500KV鋁合金管型母線70/64】產品的視頻介紹,相較于圖文,視頻更能展現產品的真實面貌和細節。不妨點擊觀看,感受產品的魅力。
以下是:【500KV鋁合金管型母線70/64】的圖文介紹


市面上的鋁鎂合金管母線6063G LF-21Y LDRE大部都是采用常規組合模焊合擠壓工藝生產,無法完全避免焊合線,特別是氧化后容易有暗線。擠壓生產中采用短圓棒、河北本地高溫、河北本地慢速的擠壓工藝,尤其要控制好“三溫”,鋁棒、河北本地擠壓筒、河北本地和模具要保持干凈,時效時間和溫度根據管壁的厚度個管徑的大小作適當的調整就可以了。
目前使用的鋁鎂合金管母線6063G LF-21Y LDRE擠壓機包括擠壓箱和氣缸,將加熱后的鋁塊從進料口投入到擠壓箱內,氣缸開始工作使擠壓梁推動鋁塊朝著擠壓模移動,高溫狀態下的鋁塊具有很好的塑性,當鋁塊溫度降低后塑性也會降低,在擠壓梁一定的壓力和速度作用下,擠壓墊推動鋁塊產生塑性流動從擠壓模中擠出,從而獲得所需斷面形狀及尺寸的鋁鎂合金管母線6063G LF-21Y LDRE;在擠壓過程中,鋁塊在擠壓變形區中處于強烈的壓力狀態,可以充分發揮其塑性,獲得大變形量,同時擠壓變形可以改善金屬材料的組織,提高其力學性能,特別是對于具有擠壓效應的鋁塊,其擠壓制品在淬火時效后,縱向(擠壓方向)力學性能遠高于其他加工方法生產的同類產品,擠壓加工還具有很大的靈活性,只需更換擠壓模就可以在同一臺設備上生產形狀、河北本地尺寸規格和品種不同的產品,且更換擠壓模的操作簡單方便、河北本地費時小、河北本地效率高。但是對于一些雙層無縫鋁鎂合金管母線6063G LF-21Y LDRE的成型仍存在很大的問題。因此,有必要對這種情況進行改善。
無縫鋁鎂合金管母線6063G LF-21Y LDRE一般是是采用穿孔擠壓方法,由于無縫鋁鎂合金管母線6063G LF-21Y LDRE具有比重小、河北本地易加工,機械強度大等特點,其實,無縫鋁鎂合金管母線6063G LF-21Y LDRE的制作過程要求是比較嚴格,比較精細的。
但是在制作的時候應該注意一些問題,才能生產出質量過關的無縫鋁鎂合金管母線6063G LF-21Y LDRE。下面就與大家分享一下無縫鋁鎂合金管母線6063G LF-21Y LDRE制作過程中需要注意的問題及一些成功的實際經驗。
大的無縫鋁鎂合金管母線6063G LF-21Y LDRE,一般都是熱擠壓成形的,然后經過后續的實效處理。而小的無縫鋁鎂合金管母線6063G LF-21Y LDRE,可以熱擠壓也可以冷拉伸,然后經過后續的實效處理。
無縫鋁鎂合金管母線6063G LF-21Y LDRE制作過程中產生的氧化鋁水合物需要連續擠壓,在擠壓過程中劇烈脫水形成砂眼。為了防止無縫鋁鎂合金管母線6063G LF-21Y LDRE上的砂眼,擠壓用圓鋁桿本身不得有軋制裂紋;不得存放于潮濕的環境中,清洗液中氫氧化鈉含量在百分之三十左右為宜,要嚴格控制清洗液中的鋁離子含量。
[轉載需保留出處 – 長江有色網]



辰昌盛通金屬材料有限公司以“”、“誠信協作”、“互助共贏”為公司理念,以推廣和應用為己任,始終把高新技術【河北紫銅排】產品作為對未來市場競爭的積j i把握,積j i開拓國內外市場,并一如既往的積j i配合客戶所需。放眼未來,我司將發展成為具有一定規模和影響力的專業廠商。我們真誠地期待與您的合作!


在鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工工藝技術中,對生產工藝的要求是穩定、河北同城合理、河北同城先進。生產工藝要相對穩定。穩定不等于固定。這一點,工藝技術人員必須認識到。影響生產工藝的一些條件總是會在一定范圍內波動的,這些波動是不可避免的、河北同城在一定范圍內也是允許的。比如,軋機的軋輥輥徑及表面粗糙度、河北同城軋制油溫度及理化指標、河北同城坯料的板型和板厚、河北同城生產環境的溫度、河北同城操作人員的技能水平、河北同城原輔材料的供應渠道等等,都不可能是一個常數。這些條件的變化、河北同城哪怕是較小的變化都會使生產工藝受到影響,并導致產品質量指標發生變化。這也是一些生產人員和工藝技術人員經常不解的疑問——完全按照生產工藝要求生產出來的產品,怎么還會存在質量問題呢?這就是生產工藝的復雜所在。生產工藝要力求合理。合理,就是要符合實際、河北同城易于實現、河北同城保障性強。鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工產品生產工藝的突出特點是受影響的因素多,各因素之間的關聯性強,對每一因素的波動都極其敏感。工藝技術人員必須適時對生產工藝進行監護,并通過總結、河北同城實踐不斷摸索,掌握影響因素的變化規律及其相互關系,得心應手的應對這些變化,適時修正,實現生產工藝從必然王國向自由王國的轉變。這應當是工藝技術人員的終目標。生產工藝要不斷優化和創新。鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工產品的用途越來越廣泛,新的市場不斷出現,為了滿足客戶對產品質量日益增長的更多、河北同城更高的需求,需要對生產工藝不斷優化和創新;鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工企業之間的競爭越來越激烈,產品的成本已成為影響競爭力的主要因素,為了提率、河北同城降低消耗也必須對生產工藝不斷改進和創新。因此,生產工藝的優化和創新的目的一是適應市場和客戶,一是挖掘企業內部潛力。生產工藝的優化和創新,首先是建立在現行生產工藝的基礎上,忌諱的是對原有的生產工藝全盤否定,用他家所謂先進的生產工藝取而代之。生產工藝的優化和創新,必須目的明確,有針對性、河北同城有方案、河北同城有組織、河北同城有跟蹤、河北同城有記錄、河北同城有總結、河北同城有延續性,避免盲目東改西變、河北同城打一槍換一個地方,更要避免簡單地對試驗結果的肯定和否定。二、河北同城工藝因素具有隱蔽性,產品缺陷具有傳遞性在鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工產品的生產過程中,常常會偶然出現一些異常現象,比如,軋制時震動打滑、河北同城壓下困難、河北同城速度受限;鋁箔雙合軋制時暗面出現亮星;產品表面光亮度突變或有色差、河北同城花紋等等。對于這些異常現象,一般很難一針見血、河北同城藥到病除,必須通過現場跟蹤觀察、河北同城分析判斷并通過試驗才能找到真正原因。有時同樣一個問題、河北同城同樣一種現象,其產生原因可能不同,解決的手段也就不會一樣。這種隱蔽性,要求工藝技術人員必須擁有足夠的實踐經驗及較強的分析問題的能力才能應對。在鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工產品的生產過程中,常常會在某一工序發現產品質量缺陷但又和本工序無關,比如,坯料內在的冶金組織缺陷導致薄板帶材或箔材出現孔洞、河北同城夾渣、河北同城針孔、河北同城表面異常、河北同城性能超標等等;上工序造成的產品表面機械損傷在下工序產品表面上殘留有壓過劃痕等等。這種傳遞性,要求生產操作人員必須嚴格遵守工藝制度,精心操作,努力杜絕本工序產品質量缺陷,不將上工序的產品質量缺陷流入下道工序。三、河北同城生產操作人員與生產工藝需要高度融合生產操作人員和生產工藝必須融合為一體。操作人員首先要對工藝完全理解,掌握每個工藝參數間的關系,將定量的參數控制在標準范圍內。對于非量化的工藝要求,要領會其實質,以達到效果為原則。操作人員對每一個工藝參數都必須敏感,處理問題準確果斷,操作設備手疾眼快。操作人員如同廚師一樣,不但會看菜譜,更重要的是理解菜譜,懂得每一步驟的含義、河北同城每種調料的作用效果。為什么同樣的菜譜不同的廚師做出的菜有時味道差別很大,就是因為廚師的技能沒有達到一致的標準。一些鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工企業,往往只重視少數生產操作人員,從同行業企業中聘請幾名主機操作人員,而忽略了對所有崗位操作人員的培養。這樣,就不可能保證全崗位、河北同城全過程生產操作人員的技能水平,終導致產品質量不能“全天候”一致。四、河北同城生產工藝不是教條,是理論支持下的實踐經驗生產工藝,沒有完全一致的模式和統一的標準,它不是教條,不可能放之四海而皆準。所以,生產工藝具有可借鑒性,但沒有可照搬性。在生產工藝中,含有諸多不可量化的因素及個性化的因素,比如同一季節南方與北方溫度、河北同城濕度不同所帶來的環境變化,不同廠家制造的設備在精度、河北同城特性上的差異,員工結構、河北同城技能、河北同城素質的不同等等。因此,生產工藝是在一個企業特定條件下形成的產物,是企業理論和實際相結合而創造出的屬于自己的、河北同城“私人定制”的工藝制度、河北同城規程。五、河北同城工序繁多,關聯性強,特點不一。鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工生產包括熔鑄、河北同城熱軋(鑄軋)、河北同城冷軋、河北同城箔軋、河北同城精整等多道大工序,各工序之間相互關聯,上工序是下工序的保證,下工序受上工序制約,每道工序功能不同,特點也不同。在熔鑄、河北同城鑄軋工序,非量化的工藝因素多,隱性質量特性比重大,操作人員的操作方法和責任心至關重要;在熱軋工序,對時間的要求極為苛刻,溫度因素為關鍵;在冷軋工序,坯料、河北同城軋輥、河北同城軋制油是關鍵要素,表面、河北同城板型是主要質量指標;在箔軋工序,速度、河北同城張力效應明顯,對工藝因素波動反應敏感;在熱處理工序,時間和溫度二者之間的合理組合決定產品的終處理效果;在精整工序,保證清潔的生產環境是要素。工藝技術人員和生產操作人員,只有掌握每道工序的特點,才能實施有效的控制。
[轉載需保留出處 – 長江有色網]
【標題】鋁鎂管型母線 鋁錳管型母線 管母線帶箔加工工藝特點分析
鏈接:
著作權歸本公司所有,轉載請注明出處。



