




鼎諾土工材料的土工布產(chǎn)品在整個(gè)生產(chǎn)過程中受嚴(yán)格的質(zhì)量保證體系控制,全程采用先進(jìn)制作工藝,從原材料進(jìn)廠、加工生產(chǎn)、組裝、調(diào)試都經(jīng)過嚴(yán)格的檢驗(yàn),從而確保了土工布產(chǎn)品的質(zhì)量。發(fā)揚(yáng)“團(tuán)結(jié)、拼搏、開拓、創(chuàng)新”的精神,跟蹤和引領(lǐng)市場(chǎng)需求,并本著高額投入、高科技裝備,服務(wù)于用戶的宗旨,向客戶提供優(yōu)質(zhì)的服務(wù)。



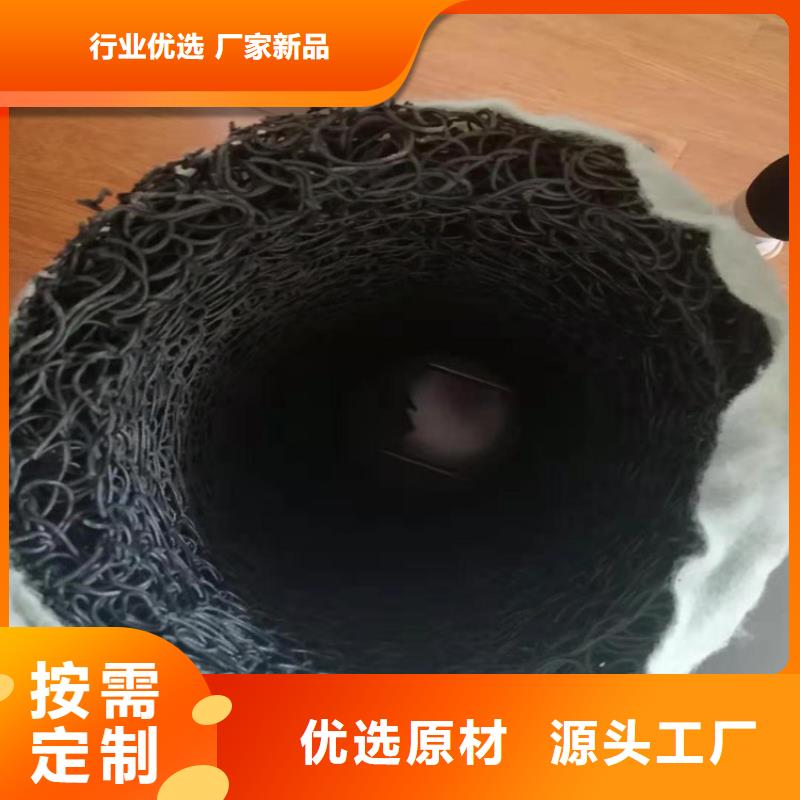
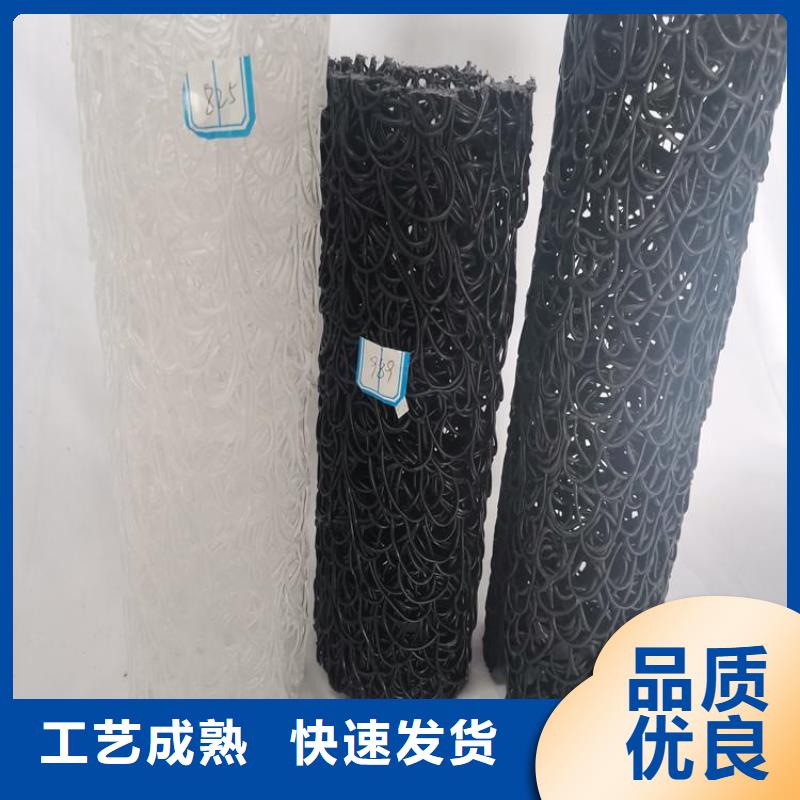
我們平常見到的塑料盲溝管基本都是黑色的,其實(shí)許多地方也有用到其他顏色的,這就少不了一項(xiàng)重要工藝:上色。具體操作步驟如下:1、預(yù)處理,先使用方法對(duì)表面進(jìn)行清洗,使用物理和化學(xué)方法都可以,主要的就是使塑料盲溝管露出基體。這樣是有利于氧化的完整的進(jìn)行的,形成的氧化膜也會(huì)是致密的,預(yù)處理還可以使用一些機(jī)械設(shè)備處理。2、陽氧化。經(jīng)過與處理之后的塑料盲溝管,使基體發(fā)生陽氧化反應(yīng),然后就是會(huì)生成致密的氧化薄膜。3、封孔。塑料盲溝管經(jīng)過陽氧化之后,氧化薄膜上會(huì)出現(xiàn)很多的膜孔,封孔就是使這些膜孔封閉,防止氧化膜被污染。公司生產(chǎn)的塑料盲溝有黑色,白色,綠色等,也可以根據(jù)客戶需求定制! 公司塑料盲溝生產(chǎn)工藝介紹:塑料盲溝管在生產(chǎn)過程中如果控制不好溫度,容易出現(xiàn)擠出不均勻現(xiàn)象,影響制品品質(zhì)。在生產(chǎn)過程中,由于塑料盲溝管是熱敏性材料,即使加入熱穩(wěn)定劑也只能是提高分解溫度,延長(zhǎng)穩(wěn)定時(shí)間而不可能不出現(xiàn)分解,這就要求成型加工溫度應(yīng)嚴(yán)格控制。由于塑料盲溝管熔體黏度大,流動(dòng)性差,為防止因摩擦熱過大而升溫,引起黏料分解或使管材內(nèi)壁毛糙,必須降低螺桿溫度,這樣可使物料塑化好,管內(nèi)表面光亮,提高管材內(nèi)外質(zhì)量。塑料盲溝管成型溫度一般控制在80~100℃之間,若溫度過低反壓力增加,產(chǎn)量下降,甚至?xí)l(fā)生物料擠不出來而損壞生產(chǎn)此產(chǎn)品的機(jī)械。因此,塑料盲溝管冷卻應(yīng)控制出水溫度不低于70~80℃。每個(gè)地方所用的塑料盲溝管長(zhǎng)度是不一樣的,所以就要進(jìn)行切割操作。有的用機(jī)器進(jìn)行切割,有的則用手工切割,采用手工切割時(shí)應(yīng)注意的地方有哪些呢。手工鋸割所用的工具為鋸弓架和鋸條,一般適用于切斷DN200mm以下的塑料盲溝管。 塑料盲溝工藝生產(chǎn)很重要,公司所生產(chǎn)塑料盲溝,工藝嚴(yán)格,質(zhì)量可靠。塑料盲溝生產(chǎn)工藝介紹:鋼鋸條可按每25mm長(zhǎng)度內(nèi)的齒數(shù)分為粗齒、中齒、細(xì)齒三種規(guī)格,鋸割時(shí)要求有3個(gè)齒同時(shí)參與切割,否則容易卡掉鋸齒,因此鋸割時(shí)應(yīng)根據(jù)鍍鋅管的壁厚合理選擇鋸條;一般地說,DN40mm以下的鍍鋅管宜選用細(xì)齒鋸條,DN50~200mm的鍍鋅管可用中、粗齒鋸條。劃線樣板可采用較厚的紙張等不易折斷的材料制成,樣板長(zhǎng)度為л*(D-2)(其中D為鍍鋅管外徑),寬度50~100mm,劃線時(shí)將樣板的一側(cè)對(duì)準(zhǔn)下料尺寸線處,并使樣板緊緊包住塑料盲溝管,用劃針或石膏筆沿樣板側(cè)面繞鍍鋅管畫一圈。 塑料盲溝生產(chǎn)工藝介紹,怎么樣裁切成品塑料盲溝管。鋸割時(shí)將塑料盲溝管夾持在管子臺(tái)虎鉗(又稱管壓鉗)上,鋸割過程中要始終保持鋸條與管中心線垂直,若發(fā)現(xiàn)鋸口歪斜,可將鋸弓反方向偏移,待鋸縫回復(fù)原線后再扶正鋸弓繼續(xù)鋸割,鋸割較大的塑料盲溝管時(shí)可適當(dāng)?shù)叵蜾徔谔幍稳霗C(jī)油以減少摩擦力。為切割斷面與鍍鋅管中心線垂直,鋸割前需沿垂直于鍍鋅管中心線方向,先用樣板劃好鍍鋅管切斷線。后需要注意的是:快要鋸斷時(shí),鋸割速度要減緩,力度要小,必須用鋸斷的方式而不能剩余一些用折斷來代替鋸割,以免塑料盲溝管變形而影響螺紋的套制及安裝質(zhì)量。