

產品詳細介紹





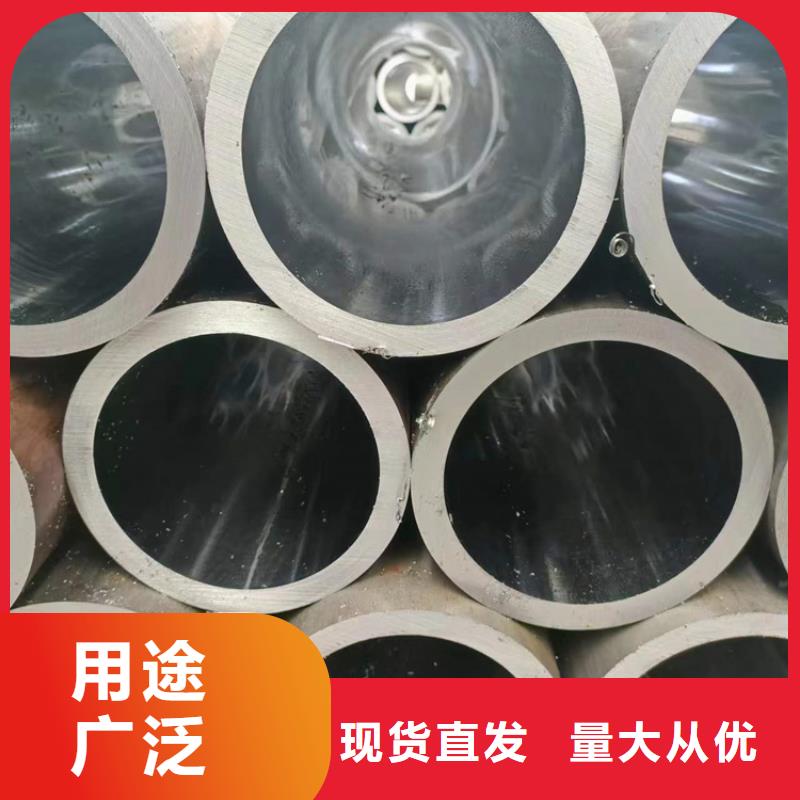
黃山企業旺旺珩磨管絎磨管油缸管了解珩磨管的屬性范圍珩磨管其是指經過珩磨加工的管子,可以稱其為珩磨管,而這里的管子,主要是指無縫鋼管。因此,珩磨是一種加工工藝,通過這一工藝,使得管子內孔達到預期想要的公差尺寸,以及表面粗糙度等,并使其在公差范圍內。珩磨管的加工工藝是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工藝,不一定是珩磨,也可以是滾壓等其它工藝。珩磨管的內孔粗糙度,是可以做到小于0.63nm的,而直線標準度,則可以做到小于0.3mm/m。因此,其在尺寸準確度上,是可以有較高水平的。因此,其可以用于一些要求較高的場合中。而它的珩磨,是要用到珩磨機的,珩磨機上的珩磨頭,一般來講,是進行軸向直線往復運動。
黃山企業旺旺珩磨管絎磨管油缸管有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。
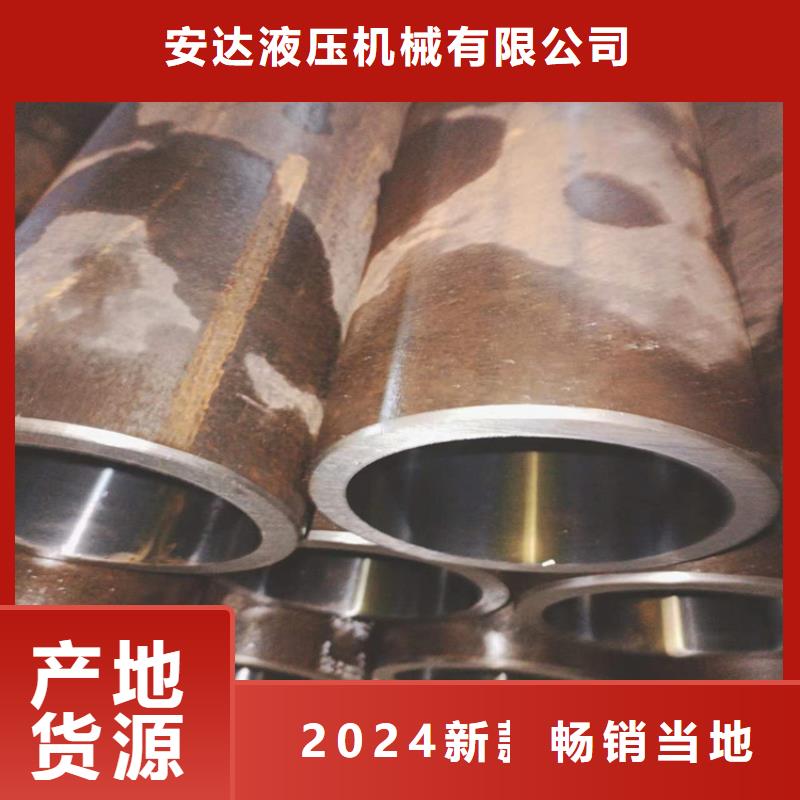
黃山企業旺旺珩磨管絎磨管油缸管要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。還有關于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質及加工的表面粗糙度要求。為了減小珩磨時工件的發熱,及時排除切屑以細化表面粗糙度,在珩磨時必須施加潤滑冷卻液,保證珩磨管的精度。由于珩磨管具有中空截面的特殊結構,因此它被廣泛用作于輸送流體的管道,比如石油、天然氣、水以及一些固體物料的輸送管道都是用珩磨管制成的。當然除此之外,珩磨管也是制造布局件和機械零件的選擇之一。冷拔絎磨管 工藝流程冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。什么是冷拔絎磨管?
黃山企業旺旺珩磨管絎磨管油缸管珩磨管所用的焊條、焊劑應與所焊管材相匹配,其牌號必須有明確的依據資料,有產品合格證,且在有效使用期內。焊條、焊劑在使用前應按其產品說明書規定烘干,并在使用過程中保持干燥,在當天使用。焊條藥皮應無脫落和顯著裂紋。珩磨管珩磨加工后表面質量好,有利于潤滑油的存儲及油膜的保持,有較高的表面支承率,因而能承受較大載荷,耐磨損,從而提高了產品的使用壽命;加工范圍廣,主要加工各種圓柱形孔,用專用珩磨頭還可加工圓錐孔、橢圓孔等。