


聯系我們

50/63絎磨管定尺切割
更新時間:2025-01-04 21:51:46 瀏覽次數:1 公司名稱:聊城 安達液壓機械有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6500/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 圓形 |
| 適用領域 | 油缸氣缸機械加工 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工定制 |
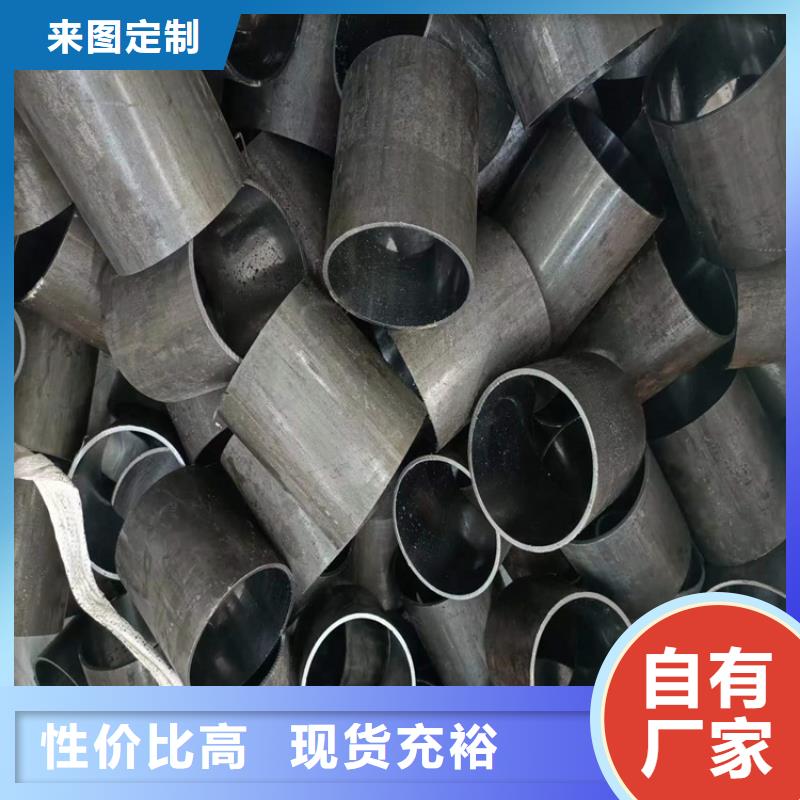




呼倫貝爾珩磨管油缸管絎磨管另外,珩磨管在工作時,會有一部分機械能轉化為熱能,因而需要使用者適時檢查油溫的改變情況。因為珩磨管的活塞初始運動較為困難,所以在運作機械時,應先讓珩磨管的活塞無負荷自由運轉一小部分時間。珩磨管中的主要運作介質是液油,因此要求要讓液油保持干凈。
珩磨管的正常工作需要人為的正常保養,在使用時,應先仔細閱讀說明書,對其了解后方能使用。如何提高珩磨管的光潔度一般采用珩磨工藝獲得的一種鋼管稱之為珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種就是珩磨齒輪。

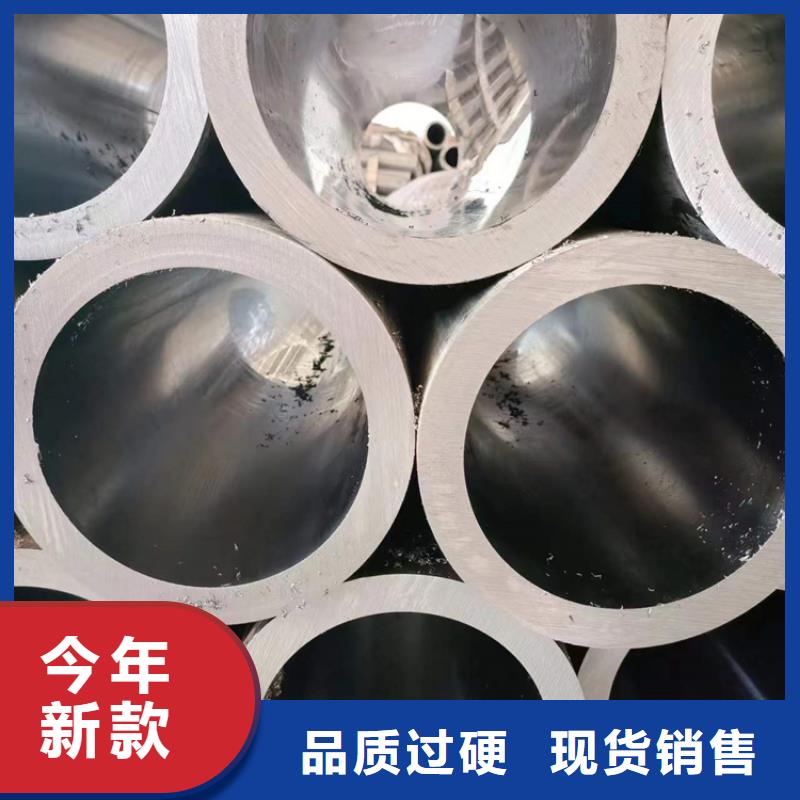
呼倫貝爾企業旺旺珩磨管絎磨管油缸管但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。根據對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。
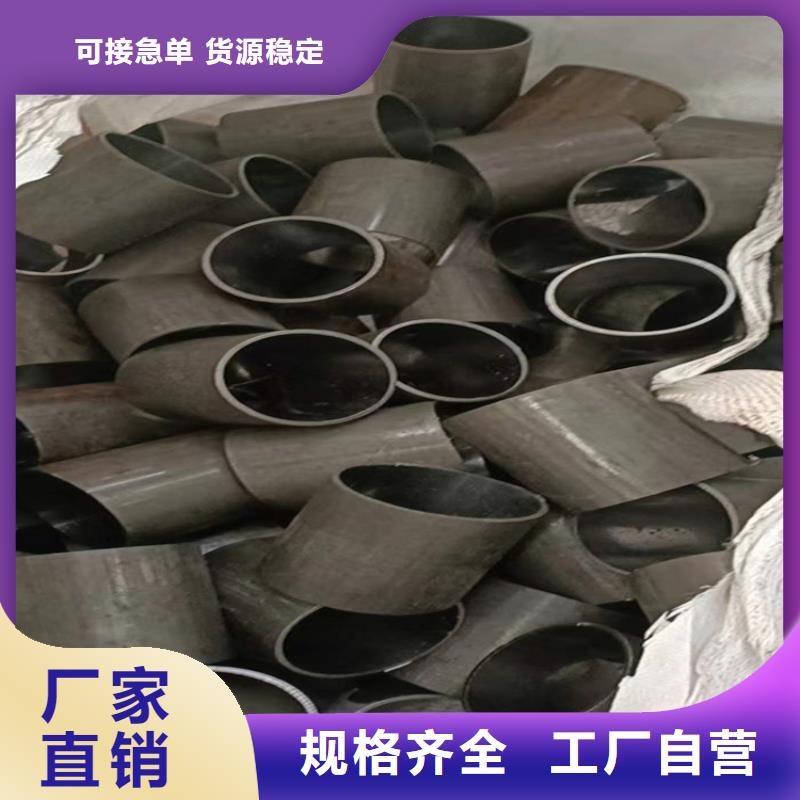
呼倫貝爾企業旺旺珩磨管絎磨管油缸管珩磨管的珩磨工藝及其工藝參數的設置 珩磨管是通過珩磨工藝制作成型的,在對管材進行珩磨的時候,砂條上的磨粒會以一定的壓力、較低的速度對工件表面進行磨削、擠壓和刮擦,使得砂條作旋轉運動和上下往復運動,這樣砂條上的磨粒就會在孔表面所形軌跡成為交叉而不重復的網紋。與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。
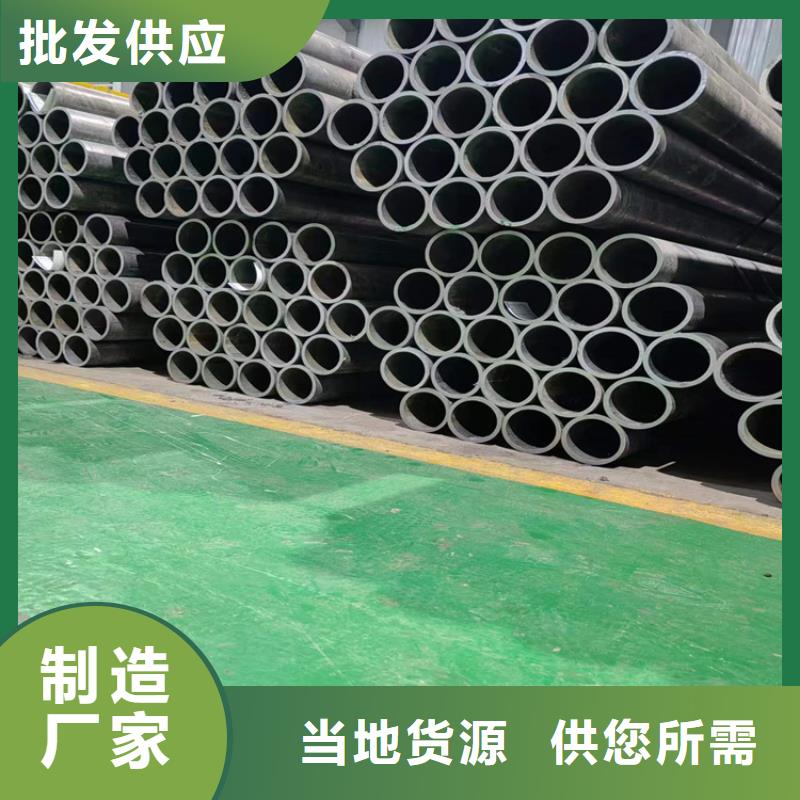
呼倫貝爾企業旺旺珩磨管絎磨管油缸管與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。