

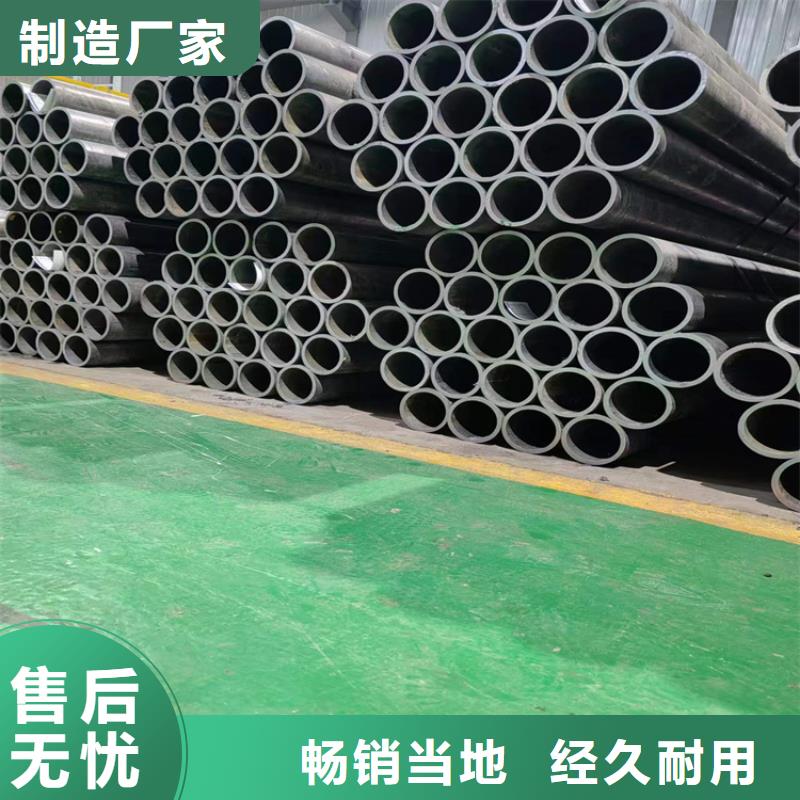



迪慶企業旺旺珩磨管絎磨管油缸管熱軋鋼管珩磨,珩磨管用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產品有局部替代冷軋板的趨向,無縫鋼管價格適中,深受廣大用戶喜愛。 冷拔鋼管用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,因此沖壓性能將惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設置有退 火線。
迪慶珩磨管油缸管絎磨管(3)分級珩磨管淬火:分級珩磨管淬火是將工件從珩磨管淬火溫度直接快速冷卻到Ms點以上某一溫度,經適當時間保溫后空冷。如截面大、易變形開裂的高碳鋼,應采用兩到三次的分級珩磨管淬火 (4)等溫珩磨管淬火:將工件由珩磨管淬火溫度以大于臨界珩磨管淬火速度的冷速冷到Ms點稍上某一溫度,保溫較長時間,使過冷奧氏體發生貝氏體轉變。一般用油淬。除此之外,還有薄殼珩磨管淬火、間隙珩磨管淬火、局部珩磨管淬火、調節水溫等方法。另外在珩磨管淬火前各工序的合理性、加熱參數的確定、和回火等方面也具有一定效果的防止鋼件珩磨管淬火開裂的方法。 引起零件珩磨管淬火開裂與畸變的原因很多,一旦產生上述缺陷,應當從以下幾個方面進行分析。

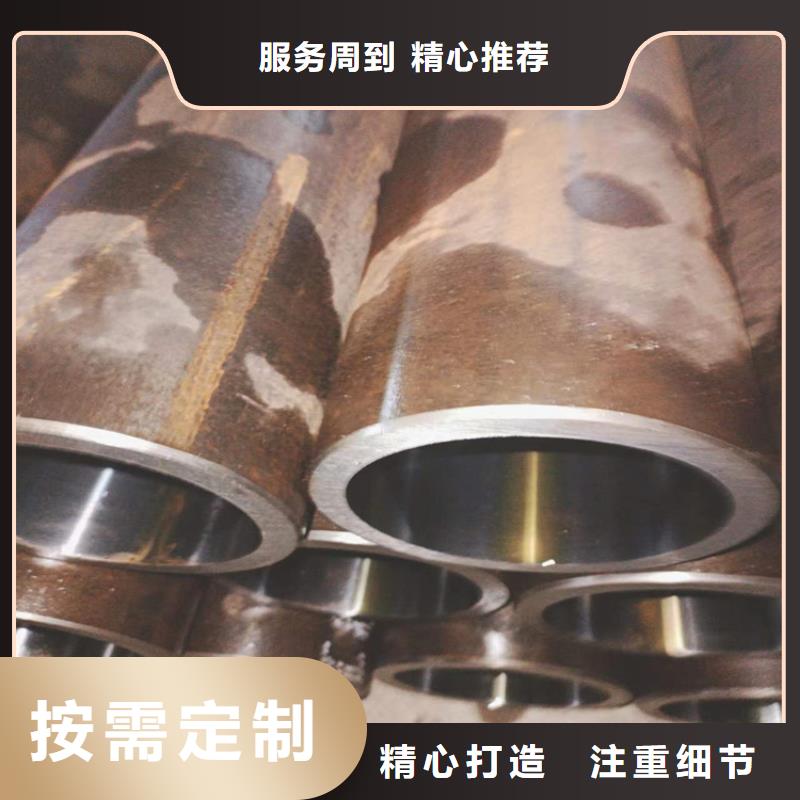
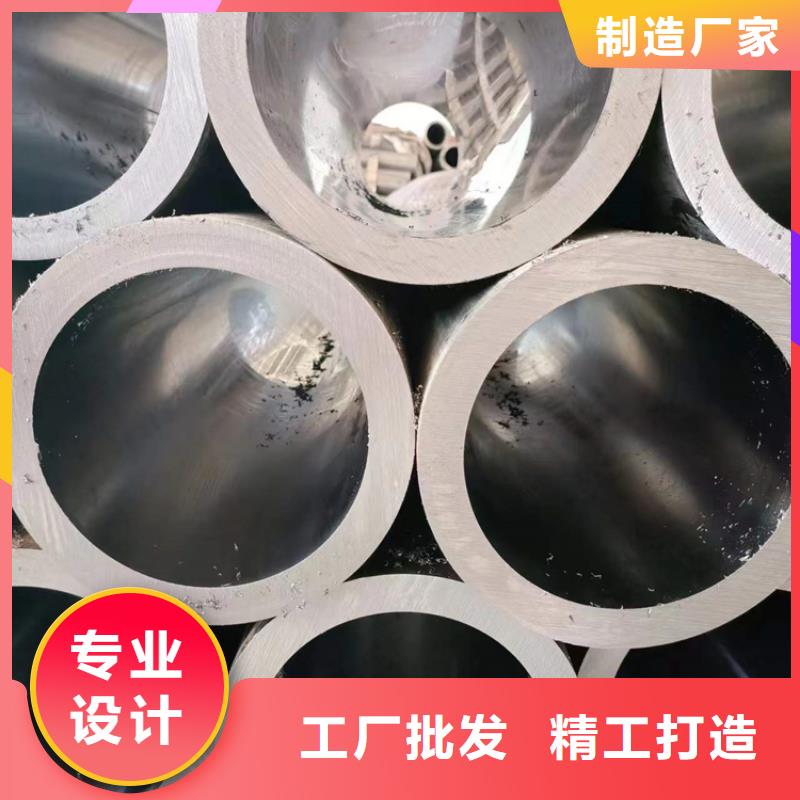
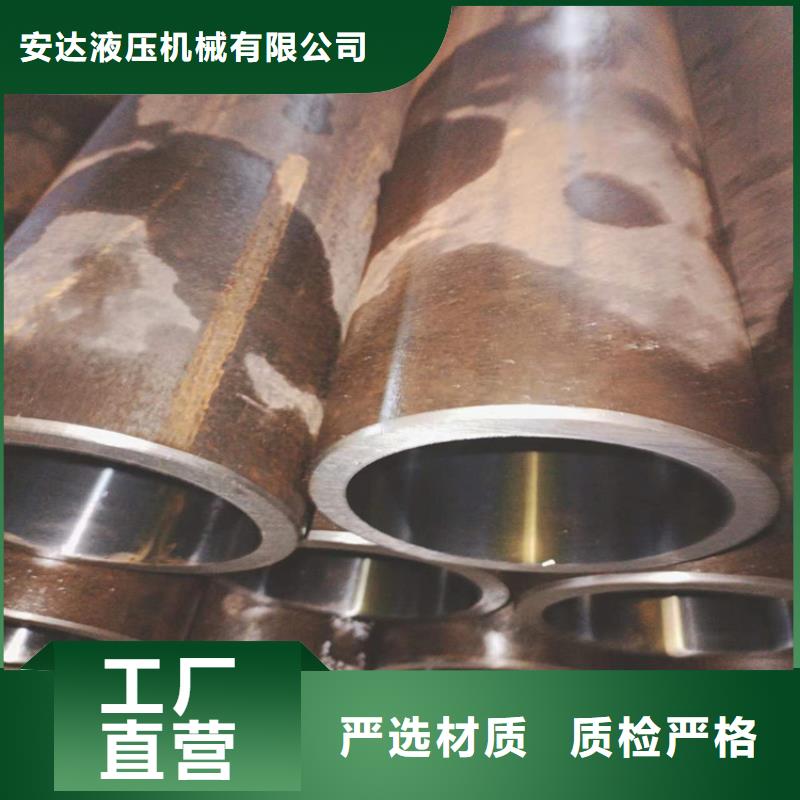
迪慶企業旺旺珩磨管絎磨管油缸管珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
迪慶珩磨管油缸管絎磨管造成油缸管開裂的主要因素造成油缸管開裂的主要因素是什么?有以下幾點:1、原材料選擇:為了節約成本,一些油缸管制造商會選擇小鋼廠生產的圓鋼進行加工,但這些小鋼廠生產的圓鋼會有大量的氣泡和氣體孔洞等后處理后,容易引起開裂。廠家采購,貨源可靠證明書。2、熱處理溫度控制不到位:小型制造商沒有專業的生產經驗和技術。車間工人僅憑加熱溫度和持續時間無法保證鋼管的熱處理是否到位,熱處理會影響鋼管的力學性能改變但一般廠家對不同的鋼種、厚度和機械性能有明確的指標,沒有檢測設備來判斷管道是否滿足客戶的要求績效指標珩磨管磨管
