






宜春珩磨管油缸管絎磨管熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
1、無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產(chǎn)品可以是很粗糙的鑄態(tài)或冷撥件。
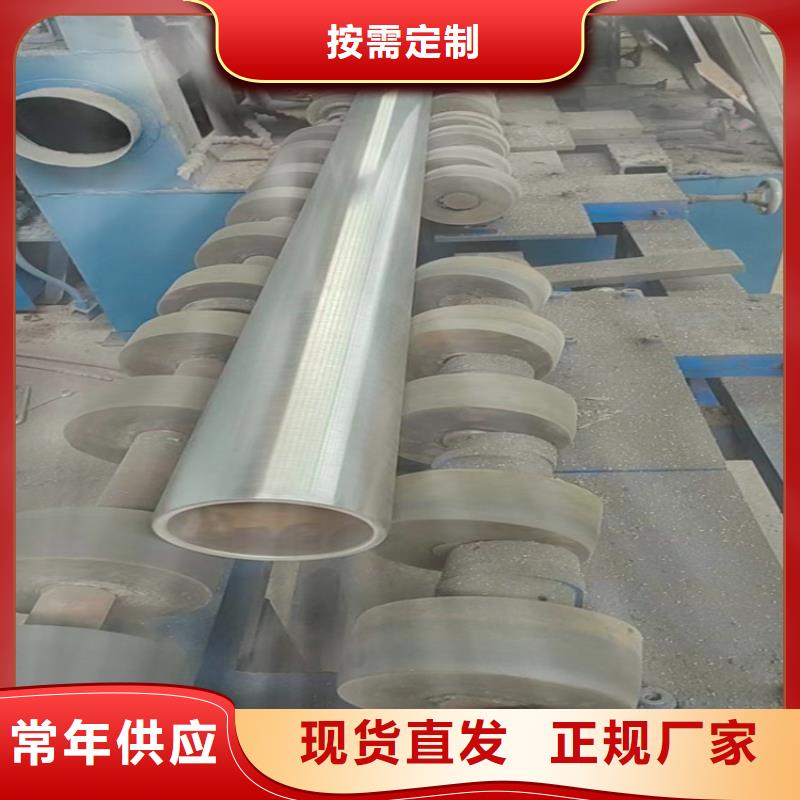
2、絎磨管是近幾年出現(xiàn)的產(chǎn)品,主要是內(nèi)孔、外壁尺寸有嚴(yán)格的公差及粗糙度。
絎磨管的特點
1.外徑更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面質(zhì)量好。
4.鋼管橫面積更復(fù)雜。
5.鋼管性能更優(yōu)越,金屬比較密。
尺寸精密,強(qiáng)度高,表面質(zhì)量好,承受高壓;內(nèi)壁無氧化層、內(nèi)孔光潔無劃痕滾壓管
宜春珩磨管油缸管絎磨管油缸管結(jié)構(gòu)及技術(shù)要求介紹油缸管結(jié)構(gòu)及技術(shù)要求介紹滾壓管
1、 結(jié)構(gòu)分析:
1、 φ50mm×770mm本身的圓度公差為0.005mm。
2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。
3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。
4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。
5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。

宜春珩磨管油缸管絎磨管1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經(jīng)調(diào)質(zhì)處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設(shè)備來回摩擦其表面,因此需要高硬度絎磨管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。絎磨管是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動,填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。滾壓管

宜春珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產(chǎn)生的,所以嚴(yán)格控制這穿孔環(huán)節(jié) 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產(chǎn)生偏心問題:任何破壞由軋輥、頂頭、導(dǎo)板三者形成的變形區(qū)幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設(shè)計,理想的頂頭輾軋錐應(yīng)與軋輥出口錐平行,如果按照傳統(tǒng)的馬特維也夫公式設(shè)計頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴(kuò)大的間隙內(nèi)變形,勢必造成管壁輾軋不充分而導(dǎo)致毛管壁厚不均,而且,隨送進(jìn)角的增大毛管壁厚不均更加嚴(yán)重;②由于頂桿的剛度不夠,在穿孔過程中產(chǎn)生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導(dǎo)板。①導(dǎo)板距過大,在穿孔過程中是依靠導(dǎo)板的限制作用來保持穿孔中心線的,導(dǎo)板距大,頂頭在上下位置變化大,使頂頭不穩(wěn)定,導(dǎo)致毛管壁厚不均。②上、下導(dǎo)板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產(chǎn)過程中,由于穿孔機(jī)兩側(cè)壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發(fā)生水平偏斜,兩個軋輥的送進(jìn)角不一致使變形區(qū)發(fā)生畸變而導(dǎo)致壁厚不均。
滾壓管
