廠家廠家直銷")
廠家品質(zhì)保障")
廠家售后無憂")
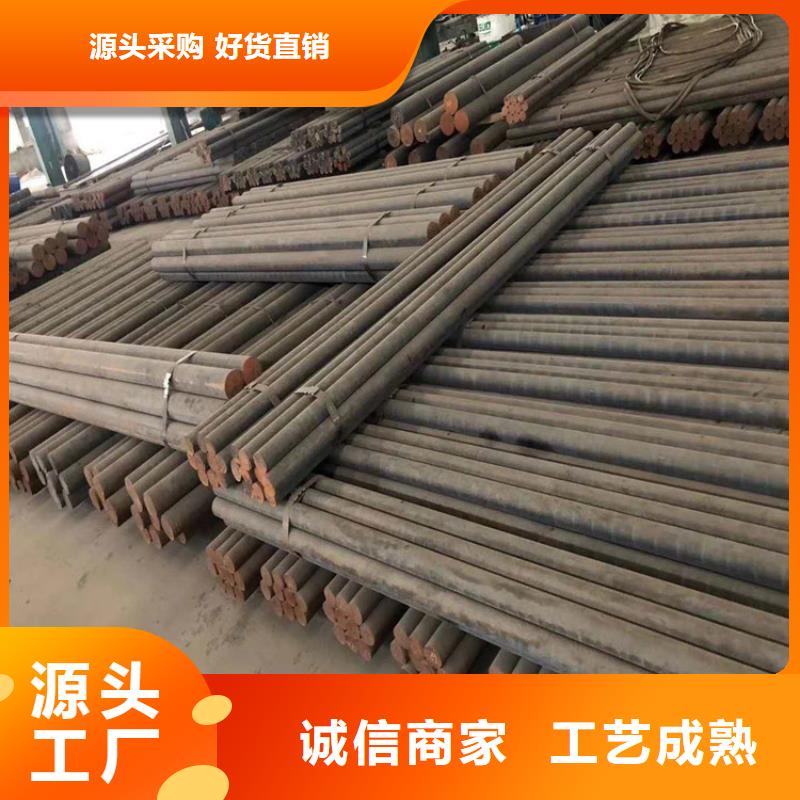





 開發(fā)球墨鑄鐵型材水冷銅合金金屬型鑄造工藝。 主要工藝路線是采用水冷銅型模具,利用水冷帶走金屬型模具熱量,使模具在快速鑄造生產(chǎn)中保持一定恒溫。針對模具應(yīng)具有高熱傳導(dǎo)性、一定的耐磨性和易于加工的要求,在銅合金模具選材上,研究開發(fā)了Cr-Zr-Mg銅合金模具材料,提出Cr-Zr-Mg銅合金成分范圍和機械性能,并確定其冶金制造工藝流程。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規(guī)定的指標。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。球鐵應(yīng)用于汽車中的三個主要地方:動力源一發(fā)動機部件;動力傳遞一一齒輪系、齒輪和軸套;車物懸置、制動器和轉(zhuǎn)向裝置。動力源曲軸是承受連續(xù)變化的彎曲、扭轉(zhuǎn)和剪切載荷的零件,并且在它的使用壽命內(nèi),要循環(huán)十億次,汽車設(shè)計的工程師們早在19152年即在發(fā)現(xiàn)用鎂處理的方法四年之后,就立刻考慮采用球鐵的可能性。
開發(fā)球墨鑄鐵型材水冷銅合金金屬型鑄造工藝。 主要工藝路線是采用水冷銅型模具,利用水冷帶走金屬型模具熱量,使模具在快速鑄造生產(chǎn)中保持一定恒溫。針對模具應(yīng)具有高熱傳導(dǎo)性、一定的耐磨性和易于加工的要求,在銅合金模具選材上,研究開發(fā)了Cr-Zr-Mg銅合金模具材料,提出Cr-Zr-Mg銅合金成分范圍和機械性能,并確定其冶金制造工藝流程。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規(guī)定的指標。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。球鐵應(yīng)用于汽車中的三個主要地方:動力源一發(fā)動機部件;動力傳遞一一齒輪系、齒輪和軸套;車物懸置、制動器和轉(zhuǎn)向裝置。動力源曲軸是承受連續(xù)變化的彎曲、扭轉(zhuǎn)和剪切載荷的零件,并且在它的使用壽命內(nèi),要循環(huán)十億次,汽車設(shè)計的工程師們早在19152年即在發(fā)現(xiàn)用鎂處理的方法四年之后,就立刻考慮采用球鐵的可能性。
 球鐵的石墨是圓球狀的。敲擊球墨鑄鐵如發(fā)出近似敲擊碳鋼的聲音,說明球墨鑄鐵球化不錯。而灰鐵敲擊聲音聽起來,很悶。 關(guān)于球化率問題,可以這么說,同樣是球墨鑄鐵的產(chǎn)品,球化率不同,那質(zhì)量也就不同,價格上也有很大區(qū)別。一般工廠已球化率達到85%為合格產(chǎn)品。球化率85%以下的是因為鑄造的時候。鑄鐵型材點有表面質(zhì)量好沒有球化好而造成鐵水溫度低,制造出來的產(chǎn)品承載壓力達不到要求。
反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規(guī)定的指標。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
一般,在鐵碳合金的結(jié)晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。
球鐵的石墨是圓球狀的。敲擊球墨鑄鐵如發(fā)出近似敲擊碳鋼的聲音,說明球墨鑄鐵球化不錯。而灰鐵敲擊聲音聽起來,很悶。 關(guān)于球化率問題,可以這么說,同樣是球墨鑄鐵的產(chǎn)品,球化率不同,那質(zhì)量也就不同,價格上也有很大區(qū)別。一般工廠已球化率達到85%為合格產(chǎn)品。球化率85%以下的是因為鑄造的時候。鑄鐵型材點有表面質(zhì)量好沒有球化好而造成鐵水溫度低,制造出來的產(chǎn)品承載壓力達不到要求。
反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規(guī)定的指標。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
一般,在鐵碳合金的結(jié)晶過程中,因為滲碳體的含碳量69%)比石墨的含碳量(100%)更接近于合金成分的含碳量5%o%),析出滲碳體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。
點擊查看億錦天澤鋼鐵有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
