

對珩磨管制成的油缸缸筒進行滾壓,就是為了減少珩磨管表面微小裂紋,對裂縫進行封閉,同時還可以提高珩磨管抗疲勞強度。須重點注意的是,滾壓前 用浮動鏜刀精加工,以此保證滾壓前孔壁的光潔度、滾壓余量和確保孔的幾何尺寸精度。珩磨管與普通無縫鋼管相比的話,很明顯珩磨管的優勢要更加突出,雖然珩磨管每噸會比無縫鋼管貴差不多五百左右,但是珩磨管的外徑更小,而且精度高,珩磨管有較好的表面質量。關鍵的是,珩磨管可以進行小批量生產,大大提高了工作效率。而且珩磨管的橫截面積可以被制作成各種復雜形狀,在此情況下,珩磨管產品的優越
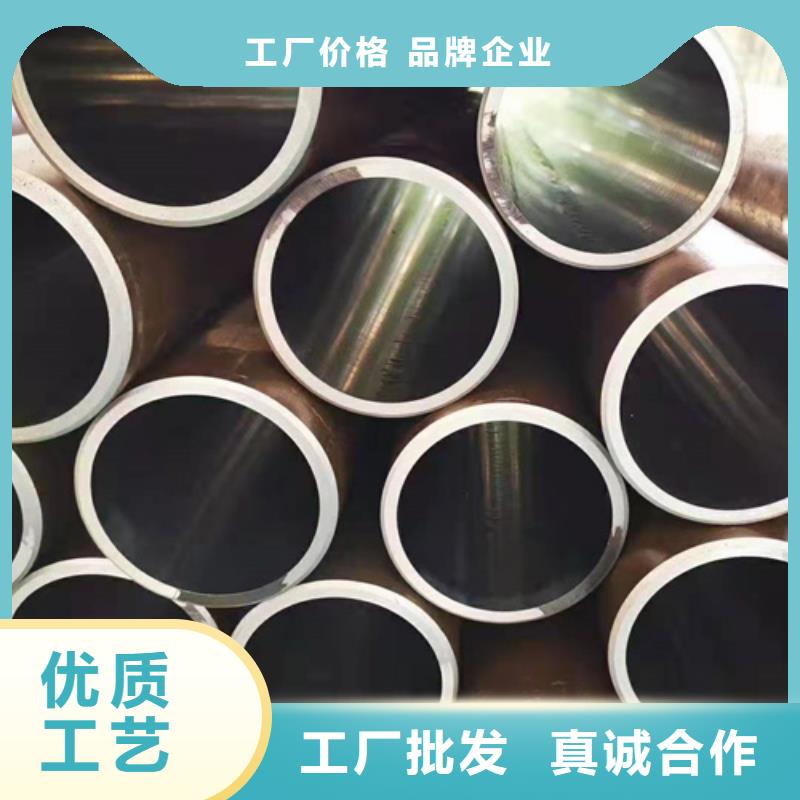
液壓油缸要防銹,因為液壓油缸的活塞部分在工作狀態中珩磨油缸管是要伸出油缸的自然就會受到氧化物的、酸性氣體的侵蝕因此要采取一些措施進行防銹以免重要部件受侵蝕而被損壞。還要開箱換油。因為長時間使用難免會有異物進入液壓油缸中這樣在使用中就會發生摩擦增大現象另外液壓油也是有一定的使用壽命長時間不換油會損壞或者侵蝕液壓油缸內部。珩磨管屬于無縫鋼管的深加工產品,內孔精度高,光潔度高,耐磨性好,主要用來加工生產各種液壓設備,同時也能為煤礦等生產企業提供配套的液壓配件。無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。
珩磨管主要應用于工程、冶金、塑料、礦山、筑路、紡織等行業。珩磨管的加工形式主要有冷軋、冷拔和珩磨通常有三種類型。今天小編主要給大家來介紹一下珩磨管與拋光管的區別。珩磨管是由一種精度高的磨削加工而成,不但用于圓孔,而且用于淬硬齒面,這也是一種拋光方法。它可以作為一個組合的磨削工具,可以安裝在浮動夾具,使其可以自我調節。因此,可以減少孔的形狀誤差,但不能減少孔的幾何誤差。拋光管是使用軟質的拋光輪或者是圓盤型的拋光盤,加上拋光膏,使工件經過精加工獲得很高表面光潔度。然而,由于在加工過程中沒有剛性基準,所以不能減少幾何誤差。然而,相對珩磨管而言,它可以拋光不規則表面。