
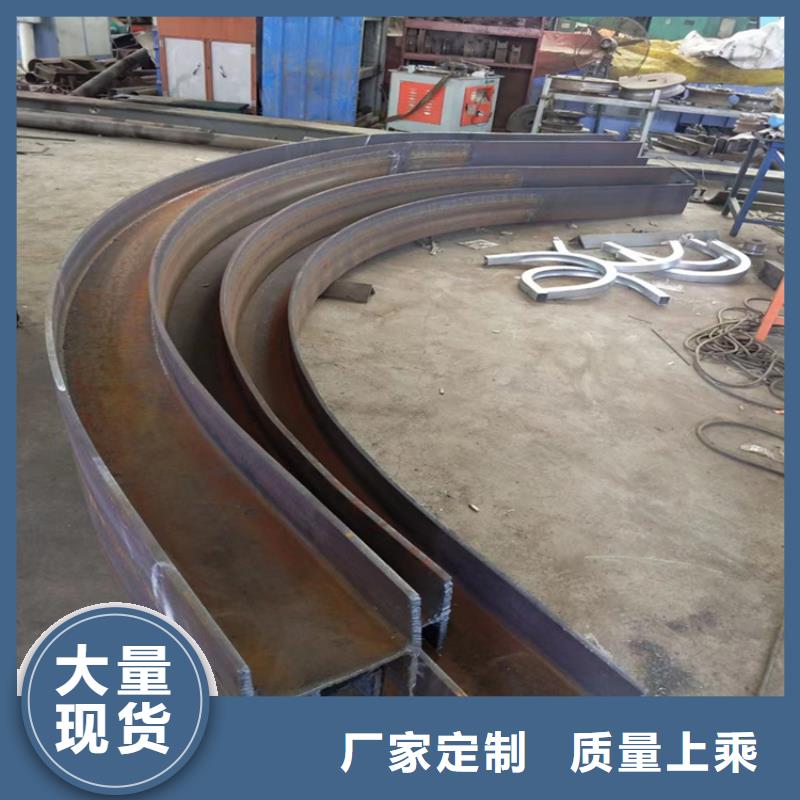


具體聊聊型材拉彎的基本方法彎管在拉彎磨具組里彎折,在全部工業(yè)設(shè)備中,絕大多數(shù)都使用彎管,要害用以油、氣、打點滴等,在飛機場以及模塊中占有要害影響力。在那么要害的使用情況下,針對彎管的出產(chǎn)加工辦法人們掌握是多少呢?彎管加工辦法 怎么避免裂開?沖壓模具法:用沖床邊帶光潔度的型芯將管端擴張到所規(guī)則的規(guī)格和姿態(tài)。彎折成型法:常見三種辦法彎管脹大法:一是將硫化橡膠放在管道內(nèi),上邊用小沖頭使管道凸起構(gòu)成。二是液壓脹大成型,在管道中心填充液壓使管道曲折成必要形狀,出產(chǎn)金屬波紋管是這種辦法的主要途徑。鍛造法:用模鍛機揉捏水管的頂端或一部分,削減水管的直徑,常見模鍛器有轉(zhuǎn)盤式、連桿式、手動式。滾軋法:一般無需芯棒,合適于薄壁管里側(cè)圓正是為了處理彎管曲折出產(chǎn)過程中的裂縫缺陷,鋼管曲折加熱時,在必定的變形溫度和必定的變形水平以上的情況下,鋼管兩邊呈現(xiàn)裂縫的損害,現(xiàn)有的曲折機設(shè)備包括加熱設(shè)備和曲折設(shè)備,加熱設(shè)備設(shè)置在曲折設(shè)備中,曲折設(shè)備包括升降機和輕壓組織。
型材拉彎拉彎廠應(yīng)廣闊客戶需求,對天津拉彎機設(shè)備的組成停止細致解說。拉彎機可分為轉(zhuǎn)臺式拉彎機和雙轉(zhuǎn)臂式拉彎機以及各種專用拉彎機拉彎機設(shè)備的組成:放卷設(shè)備:由放卷機和小車組成,放卷直流電機帶動放卷機放卷,液壓控制小車的升降,小電機控制小車的進出。導(dǎo)輥:也叫穩(wěn)定輥,前后各一對,用于穩(wěn)定鋁材程度的作用。S輥:前后各兩對S輥,分別為入S和出SS輥為膠面,確保鋁帶不受刮傷,前后兩對S輥自身的張力配合收卷的張力,使得鋁帶平直準確度更好。拉彎機主體:由三個單元工作輥組成,是對鋁帶停止彎曲矯直的主要部位。 收卷設(shè)備:由收卷機和小車組成,收卷直流電機帶動收卷機收卷,液壓控制小車的升降,小電機控制小車的進出。收卷機的張力控制造用卷取鋁帶,輔佐S輥張力停止拉彎矯直。液壓站:為小車升降,卸卷推板進出,收卷預(yù)壓力大小提供動力。 操作臺:操作臺上的按鈕旋鈕開關(guān),完成主機手控制機器作業(yè)。
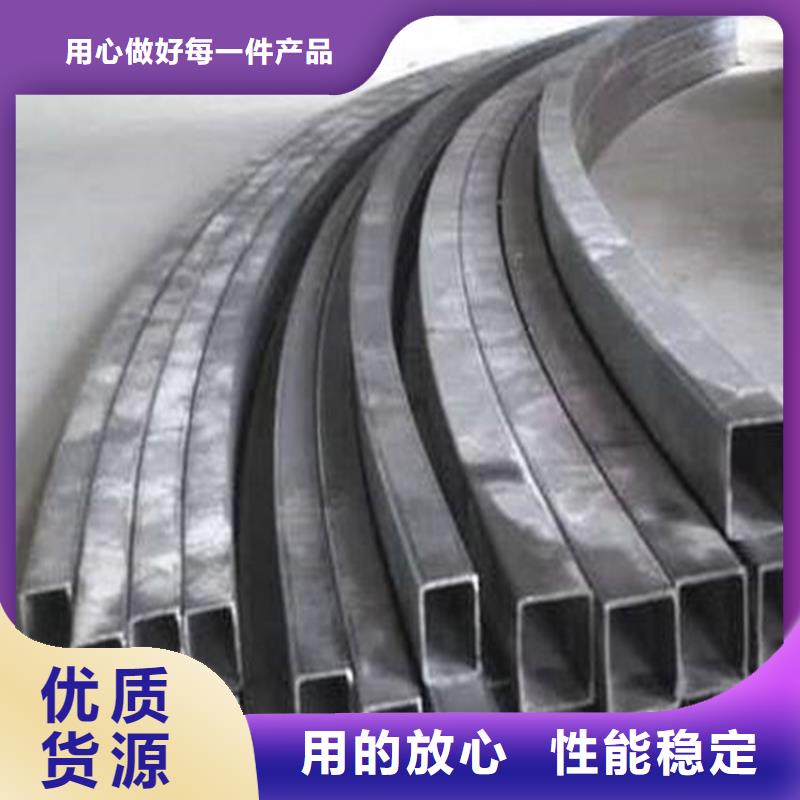
大家對型材拉彎工藝了解多少呢 但鋁型材拉彎與板才成形較大的不相同取決于,板才一般 能夠覺得是各向異性的,而揉捏成型鋁型材的各式各樣特點則更加明顯。拉彎構(gòu)件承擔(dān)樞軸抗拉力和彎距彼此成效下的構(gòu)件變成拉彎構(gòu)件。它包括軸力受拉構(gòu)件和有橫著載荷成效的支撐桿構(gòu)件。鋼架結(jié)構(gòu)中拉彎構(gòu)件運用偏少針對拉彎構(gòu)件,假設(shè)彎距并不大而要害承擔(dān)樞軸抗拉力成效時,它的橫截面方式和一般樞軸支撐桿相同。彎在抗拉力和彎距的彼此成效下,橫截面出現(xiàn)塑性鉸即視作承受力的極限。但對格構(gòu)式構(gòu)件或冷拔厚壁槽鋼構(gòu)件,橫截面邊沿出現(xiàn)塑性變形就現(xiàn)已大部分做到抗壓強度的極限。一般情況下。拉彎構(gòu)件缺失整體可靠性和部分可靠性的概率并不大。是從事型材拉彎設(shè)備設(shè)計、制造、銷售;拉彎工藝研討和型材煨彎加工;拉彎產(chǎn)品出產(chǎn)的 化企業(yè);建筑金屬結(jié)構(gòu)協(xié)會成員。公司正以生氣勃勃的局勢迅速發(fā)展。
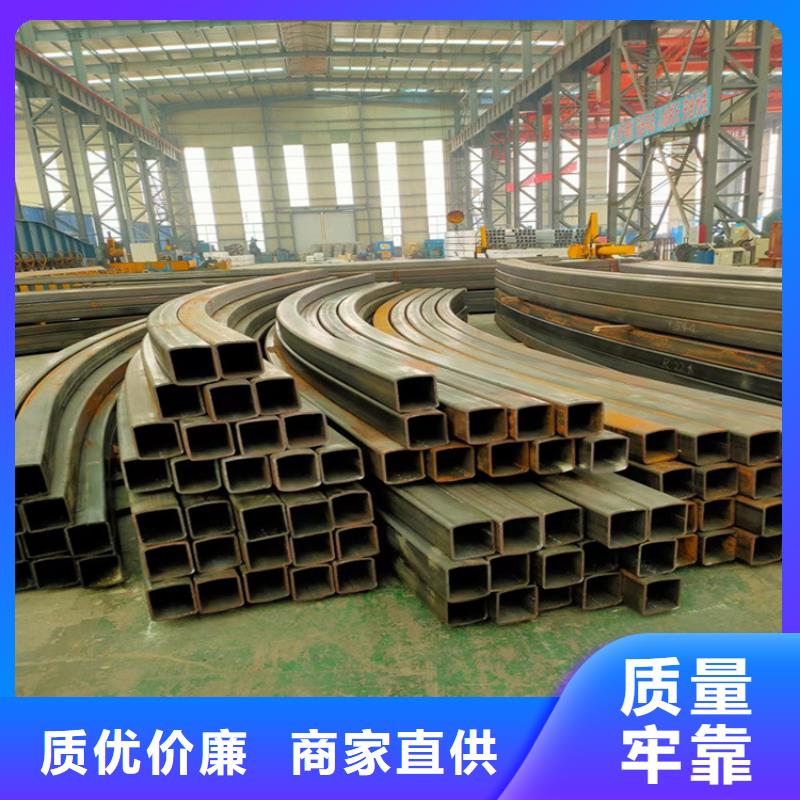
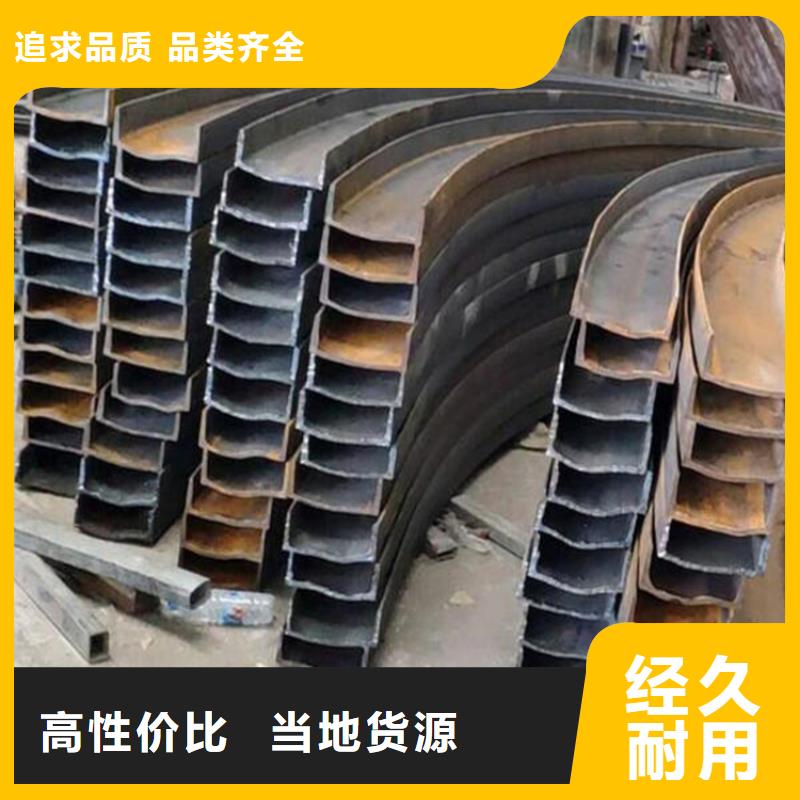
型材拉彎滾彎機首要用于工字鋼、礦工鋼、U型鋼、C型鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。選用數(shù)顯編碼器編程,使液壓操作體系定位準確,所彎型鋼一次主動成型,效率高、操作便利。 廣泛應(yīng)用于隧道、地鐵、水電站、地下洞室等職業(yè)施工中,是鋼拱架制造的志向設(shè)備我廠出產(chǎn)的工字鋼滾彎設(shè)備,選用數(shù)控設(shè)備,液壓操作體系定位準確,滾彎型鋼一次主動成型,效率高、操作便利。滾彎機主動滾輪和被迫滾輪選用特別材料高性能鋼質(zhì),經(jīng)整體熱處理,減少游輪的運用磨損,對工件無劃傷,運用壽數(shù)更長。廠的工字鋼滾彎機的液壓體系選用先進的液壓元件,液壓體系設(shè)計獨特,并增加了頂出反彈設(shè)備,頂出能有力。操作時不能超出機械性能規(guī)劃作業(yè)。盡量避免偏疼載荷。操作與送料人員之間應(yīng)按規(guī)矩信號,密切配合。如在彎制過程中發(fā)生曲解,應(yīng)及時檢查壓痕違背受壓面中心的情況,檢查主、從動壓輪能否磨損出槽,并及時進行檢修。
