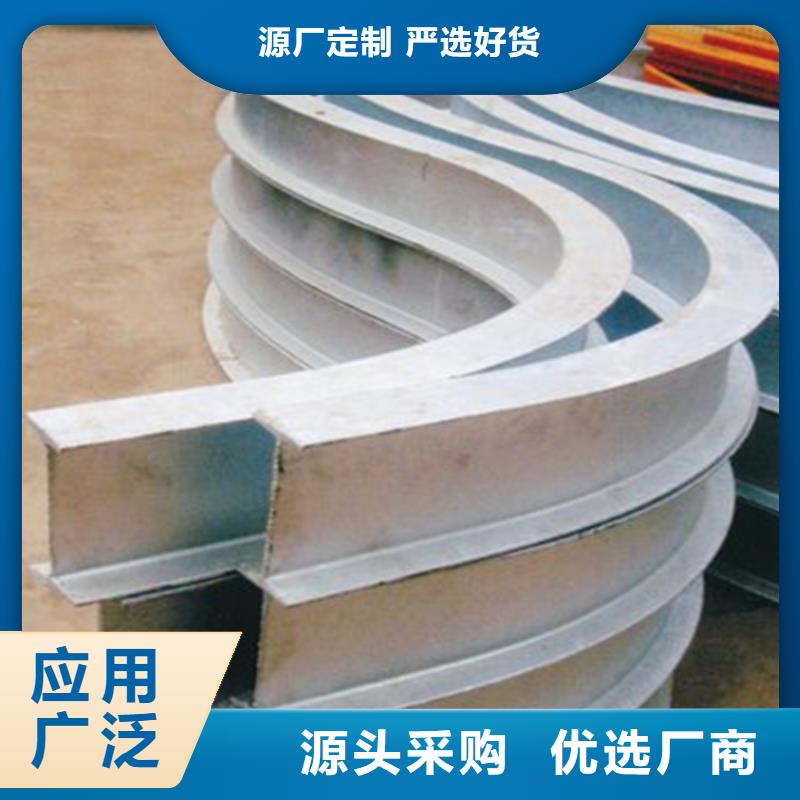




一起來了解一些型材拉彎知識 型材拉彎便是方管通過加工之后變成的一種產品,方管,它的外形便是有點像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現在看到的產品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。型材拉彎的這種方管是空心的,所以,在通過拉彎機進行拉彎的時分,事比較簡單拉,它不像實心的那些鋼材制造出來的產品,用來拉彎是比較的費力的。拉彎,從字面上的意思我們就有可能會想到便是運用機器來把一些鋼材進行彎折的處理。也便是改動它的形狀,變成了別的的一種產品,可是它的實質是沒有發生改動的。這種拉彎的話他的精準的度數是比較的高的,一旦成型之后就不能夠在進行改動的,它要拉彎的度數都是事先就已經是方案好了的。拉彎的時分是要根據尺度來進行拉彎的,拉彎之后是不會反彈的,反彈便是指拉好之后彎度會有所改動。產品在通過拉彎之后它的厚度是會有一些的改動的,在沒有通過拉彎的時分它的厚度是比較的厚的。
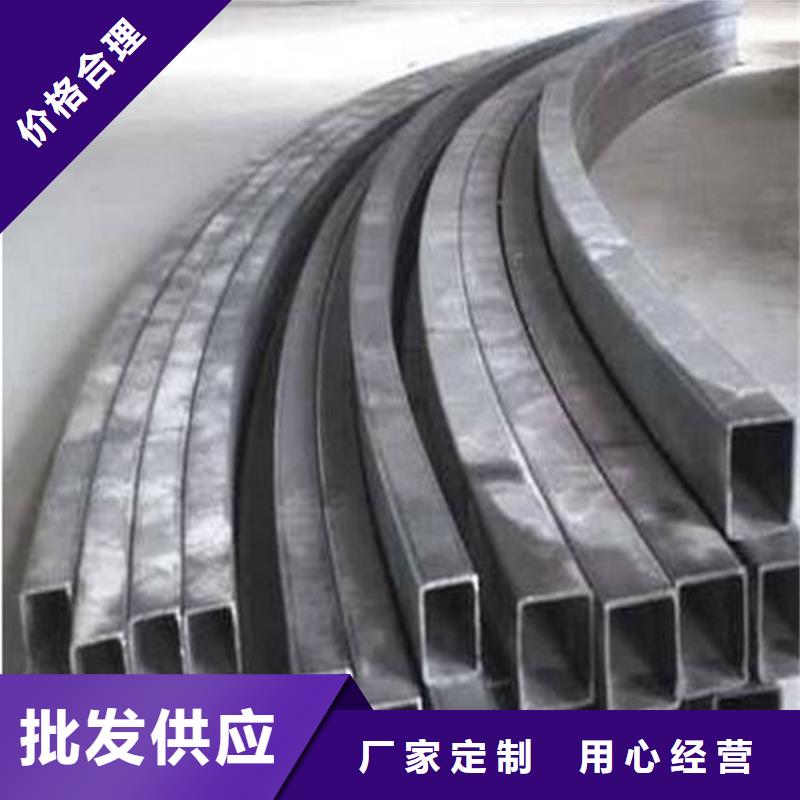
型材拉彎隨著劃片機數控拉彎加工技術的興起,方管彎成弧形成型方法有很多,天津宏宇拉彎彎管有限公司結合實際工作情況列舉常規方管弧形拉彎的兩種方法:種、實彎實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。1)實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。2)實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。第二種、空彎空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。1)空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。2)空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
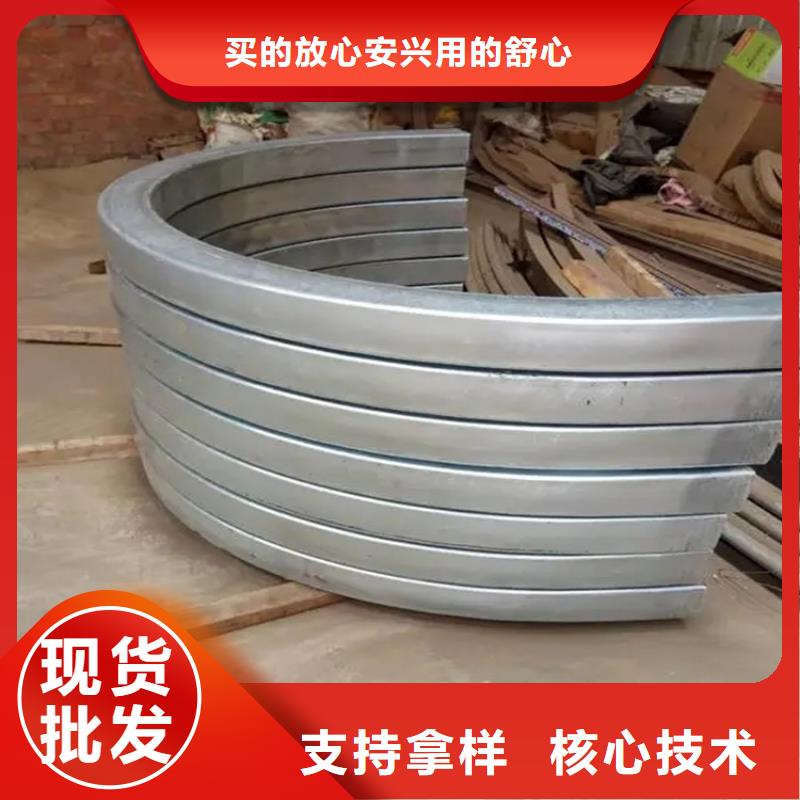
大家對型材拉彎工藝了解多少呢但鋁型材拉彎與板才成形較大的不相同取決于,板才一般 能夠覺得是各向異性的,而揉捏成型鋁型材的各式各樣特點則更加明顯。拉彎構件承擔樞軸抗拉力和彎距彼此成效下的構件變成拉彎構件。它包括軸力受拉構件和有橫著載荷成效的支撐桿構件。鋼架結構中拉彎構件運用偏少針對拉彎構件,假設彎距并不大而要害承擔樞軸抗拉力成效時,它的橫截面方式和一般樞軸支撐桿相同。彎在抗拉力和彎距的彼此成效下,橫截面出現塑性鉸即視作承受力的極限。但對格構式構件或冷拔厚壁槽鋼構件,橫截面邊沿出現塑性變形就現已大部分做到抗壓強度的極限。一般情況下。拉彎構件缺失整體可靠性和部分可靠性的概率并不大。是從事型材拉彎設備設計、制造、銷售;拉彎工藝研討和型材煨彎加工;拉彎產品出產的 化企業;建筑金屬結構協會成員。公司正以生氣勃勃的局勢迅速發展。
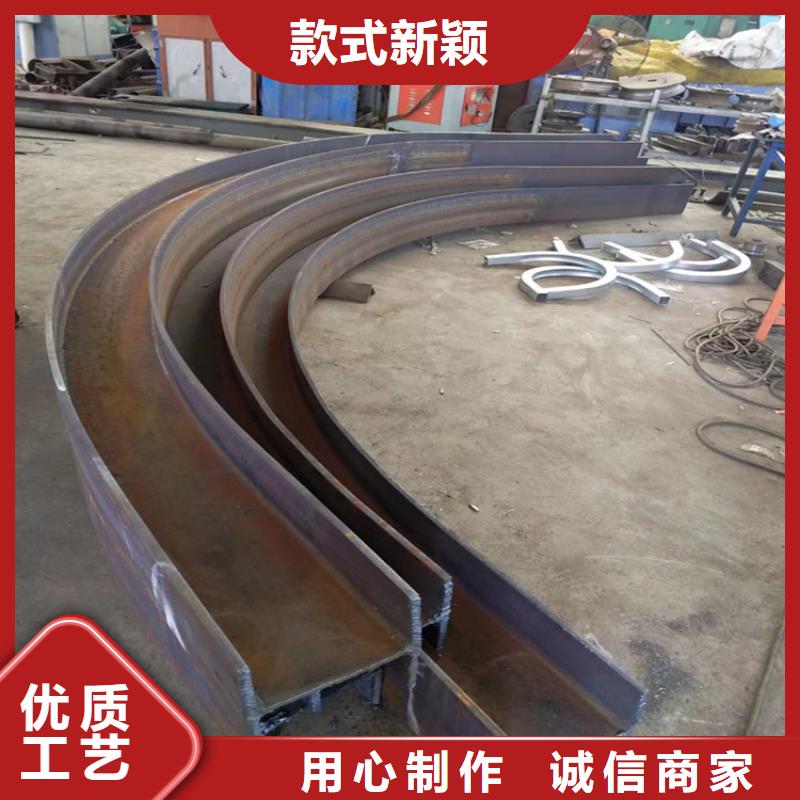
具體聊聊型材拉彎的基本方法彎管在拉彎磨具組里彎折,在全部工業設備中,絕大多數都使用彎管,要害用以油、氣、打點滴等,在飛機場以及模塊中占有要害影響力。在那么要害的使用情況下,針對彎管的出產加工辦法人們掌握是多少呢?彎管加工辦法 怎么避免裂開?沖壓模具法:用沖床邊帶光潔度的型芯將管端擴張到所規則的規格和姿態。彎折成型法:常見三種辦法彎管脹大法:一是將硫化橡膠放在管道內,上邊用小沖頭使管道凸起構成。二是液壓脹大成型,在管道中心填充液壓使管道曲折成必要形狀,出產金屬波紋管是這種辦法的主要途徑。鍛造法:用模鍛機揉捏水管的頂端或一部分,削減水管的直徑,常見模鍛器有轉盤式、連桿式、手動式。滾軋法:一般無需芯棒,合適于薄壁管里側圓正是為了處理彎管曲折出產過程中的裂縫缺陷,鋼管曲折加熱時,在必定的變形溫度和必定的變形水平以上的情況下,鋼管兩邊呈現裂縫的損害,現有的曲折機設備包括加熱設備和曲折設備,加熱設備設置在曲折設備中,曲折設備包括升降機和輕壓組織。