




江西上饒鋼筋籠繞筋機價格實惠


一、鋼筋籠加工方法介紹鋼筋籠傳統加工方法以人工操作為主,除鋼筋原材料切頭,車絲由機器和人工輔助完成,其余工序如主筋定位,螺旋筋安裝、定位等都在人工操作下完成,致使鋼筋筋籠生產效率低,加工精度不夠,合格率較低,兩節鋼筋籠因主筋定位誤差較大造成對接安裝較困難。二、上饒鋼筋籠繞筋機加工的鋼筋籠加工廠建設及設備簡介1、鋼筋加工廠建設簡介2、鋼筋籠自動滾焊機設備簡介1)拖動導軌;(2)控制臺;(3)拖動驅動系統;(4)主筋料架;(5)鋼筋籠液壓支撐裝置;(6)固定旋轉驅動機構;(7)移動旋轉驅動機構;(8)主筋固定器;(9)主筋導管;(10)主筋承接分隔系統;(11)箍筋放線架;(12)箍筋矯直機構;(13)主筋上料系統
數控鋼筋籠滾焊機的參數表如下:
設備型號 kL-1500 KL-2000 KL-2500 適用樁徑(mm) 800--1500 800--2000 800--2500 鋼筋籠長度(m)(其他長度需定制) 鋼筋籠重量(kg)主筋直徑(mm) Φ12--Φ32 Φ12--Φ32 Φ12--Φ32 盤筋直徑(mm) Φ6--Φ14 Φ6--Φ14 Φ6--Φ14 盤筋間距(mm) 50--400 50--400 50--400 焊接 CO?保護焊 CO?保護焊 CO?保護焊 液壓站參數(Mp) 8 8 8 電源參數 380v 50hz 380v 50hz 380v 50hz 功率(Kw) 13 23 30;鋼筋籠繞筋機
鋼筋接頭采用幫條焊或搭焊時,焊縫長度不應小于幫條或搭接長度,焊縫高度應大于等于0.3d,并不小于4mm;焊縫寬度大于等于0.7d,并不小于10mm。
6.外觀檢查鋼筋籠繞筋機
鋼筋電弧焊接頭外觀檢查應在接頭清渣后逐個進行目測或量測. 接頭處不得有裂紋焊縫表面平整,不得有較大的凹陷、焊瘤。
當有外觀檢查不合格接頭時,經修理或補強后,可提交二次驗收。
鋼筋焊接必須做強度檢驗,以300個同類型接頭(同鋼筋級別、同接頭形式、同焊接位置)作為一批,不足300個時,按一批計。強度檢驗時,從成品中每批切取三個接頭進行拉伸試驗。

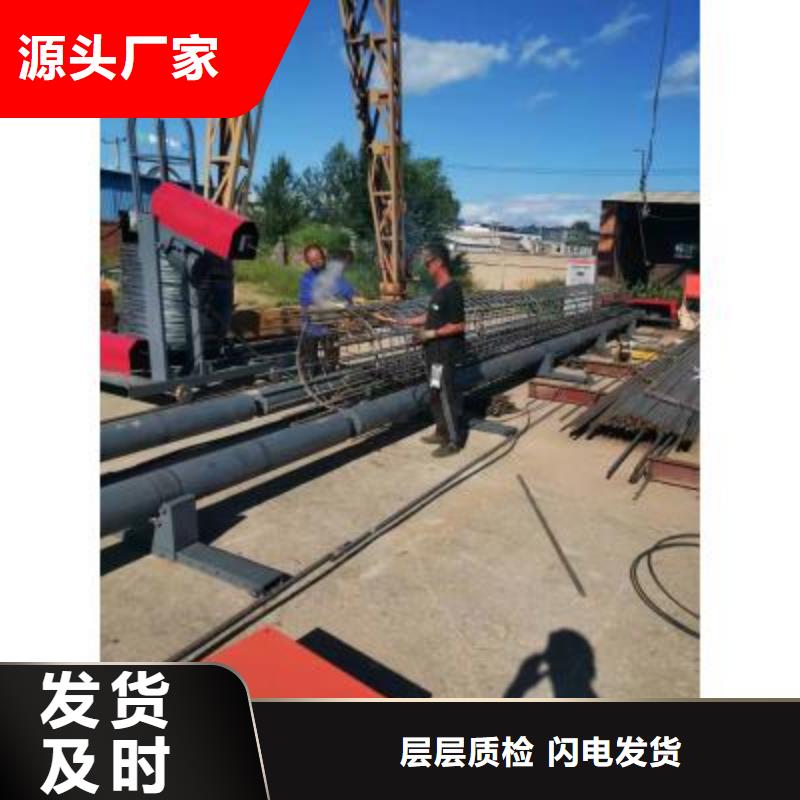
軌道行走部分;機架、移動底盤、鋼筋矯直系統、軌道、等組成。固定轉盤置于移動底盤上,繞筋經過矯直后于鋼筋籠骨架連接。移動底盤和固定轉盤同步驅動行走,將傳動鏈條固定在底梁上,充當行走軌道,保證行走的穩定性,提高了鋼筋籠的質量。固定轉盤也可靈活運用,若場地空間大,可與調直機配用。繞筋線材經過矯直系統,由彎曲狀變為近式直線,按螺旋狀纏繞在鋼筋籠上,以保證繞筋間距及形狀的完整。嚴禁疲勞、酒后操作設備,機器運轉時禁止抓、握工件。生產過程中隨時處理物件及流動人員,確保生產組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。上饒鋼筋籠繞筋機調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據變頻