采購(gòu)非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)
更新時(shí)間: 2025-02-04 06:11:34 瀏覽次數(shù):2
產(chǎn)品報(bào)價(jià): 9.9/kg
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 9.9/kg |
|---|
| 發(fā)貨期限 | 7天 |
|---|
| 供貨總量 | 99999999 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 3噸 |
|---|
| 質(zhì)量等級(jí) | A級(jí) |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 齊全 |
|---|
| 產(chǎn)品品牌 | 惠寧 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號(hào) | 齊全 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 工業(yè)色 |
|---|
| 質(zhì)保時(shí)間 | 1年 |
|---|
| 外形尺寸 | 電議 |
|---|
| 適用領(lǐng)域 | 化工鋼模壓力容器 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 已認(rèn)證 |
|---|
| 產(chǎn)品功率 | 國(guó)標(biāo)范圍 |
|---|
| 工作溫度 | 國(guó)標(biāo)范圍 |
|---|
導(dǎo)讀 采購(gòu)非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)_惠寧金屬制品有限公司,固定電話:18865237376,移動(dòng)電話:18865237376,聯(lián)系人:李經(jīng)理,QQ:243000078,聊城經(jīng)濟(jì)開發(fā)區(qū)發(fā)貨到陜西省 咸陽市 秦都區(qū)、楊陵區(qū)、渭城區(qū)、三原縣、涇陽縣、乾縣、禮泉縣、永壽縣、彬縣、長(zhǎng)武縣、旬邑縣、淳化縣、武功縣、興平市 發(fā)貨到 陜西省咸陽市。 陜西省,咸陽市 咸陽是中國(guó)封建王朝“秦帝國(guó)”的都城,戰(zhàn)國(guó)時(shí),秦孝公十二年(前350年),從櫟陽定都咸陽。市境位于陜西省八百里秦川腹地,渭水穿南,嵕山亙北,山水俱陽,故稱咸陽。咸陽身處華夏歷史文化長(zhǎng)河的發(fā)端,是秦漢文化的重要發(fā)祥地。境內(nèi)文物景點(diǎn)達(dá)近五千處,五陵塬上漢高祖長(zhǎng)陵、漢景帝陽陵、漢武帝茂陵、唐太宗昭陵、唐高宗和武則天合葬的乾陵等28位漢唐帝王陵寢連綿百里。咸陽孕育了中國(guó)的農(nóng)耕文明,農(nóng)業(yè)始祖后稷在此教民稼穡。咸陽是中國(guó)甲級(jí)對(duì)外開放城市、歷史文化名城、全國(guó)雙擁模范城市、衛(wèi)生城市、中國(guó)魅力城市、中國(guó)地?zé)岢恰⑷珖?guó)十佳宜居城市、首批中國(guó)旅游城市、全國(guó)精神文明創(chuàng)建工作先進(jìn)市及中華養(yǎng)生文化名城。2017年11月,咸陽獲評(píng)第五屆全國(guó)文明城市;2018年,重新確認(rèn)衛(wèi)生城市。2023年,被評(píng)為三線城市。
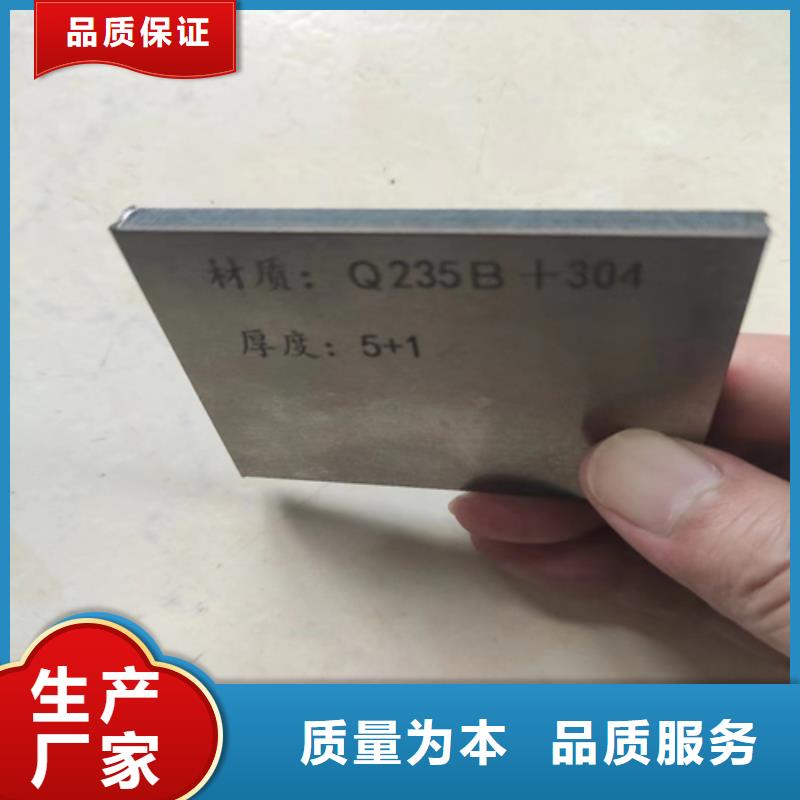
咸陽不銹鋼復(fù)合板304+Q235復(fù)合板不銹鋼復(fù)合鋼板的切割以及坡口加工盡量采用機(jī)械加工方法,切割面應(yīng)光滑,采用剪床切割時(shí),復(fù)層應(yīng)朝上。也可以采用等離子切割,切割時(shí)復(fù)層朝上,嚴(yán)禁將切割的熔渣落在復(fù)層上。
5.2.2 坡口加工及檢查
a. 坡口形式和尺寸按圖紙?jiān)O(shè)計(jì)規(guī)定,如設(shè)計(jì)未明確規(guī)定的,可參照?qǐng)D3.2-1選用。
b. 坡口選用原則:確保焊接質(zhì)量填充金屬少,熔合比小,便于操作。
c. 坡口加工一般采用機(jī)械方法制成。若采用等離子切割、氣割等方法開制坡口,則必須去除復(fù)材表面的氧化層
d. 加工完的坡口要進(jìn)行外觀檢查,不得有裂紋和分層,否則應(yīng)進(jìn)行修補(bǔ)。
5.2.3焊前清理
坡口及其兩側(cè)各20mm范圍內(nèi)應(yīng)用機(jī)械方法及有機(jī)溶劑進(jìn)行表面清理,表面的油污、銹跡、金屬屑、氧化膜及其他污物,復(fù)層距離坡口100mm范圍內(nèi)應(yīng)涂防飛濺涂料。
5.2.4 焊件裝配
a裝配應(yīng)以復(fù)層為基準(zhǔn),其錯(cuò)邊量不得大于復(fù)層厚度的二分之一,且不大于2mm,對(duì)于復(fù)層厚度不同時(shí),按較小的復(fù)層厚度取錯(cuò)邊量
b定位焊應(yīng)焊在基層母材上,且采用與焊接基層金屬相同的焊接材料。手弧焊定位焊焊縫參照表3.
非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)")
非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)")
非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)")
非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)")
非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)")
總結(jié) 在陜西省咸陽市采買采購(gòu)非標(biāo)尺寸不銹鋼復(fù)合板必看-服務(wù)優(yōu)到惠寧金屬制品有限公司,無論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:李經(jīng)理-18865237376,QQ:243000078,地址:《經(jīng)濟(jì)開發(fā)區(qū)》。