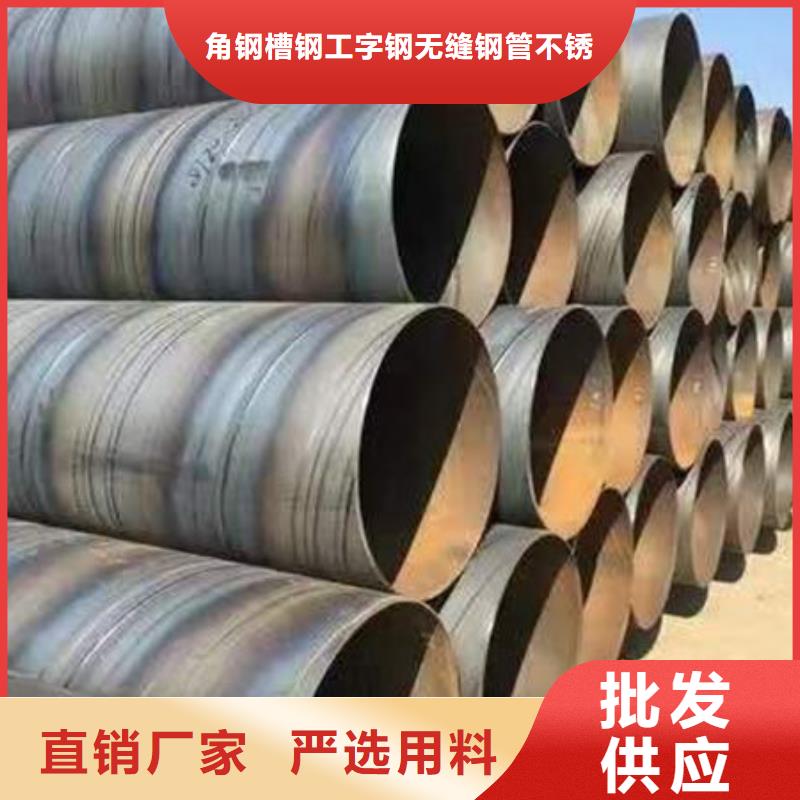







螺旋鋼管的主要技術特點:1.成形過程中,鋼板均勻變形,殘余應力小,表面無劃痕。加工后的螺旋鋼管在直徑和壁厚范圍內具有更大的靈活性,特別是在生產高鋼級厚壁管,特別是中小直徑厚壁管時,它具有其他流程無法比擬的優勢,可以滿足用戶的需求。對螺旋鋼材規格有更多要求。2.先進的雙面埋弧焊技術能實現位置的焊接,不易出現邊緣誤差、焊接偏差、焊接缺陷等問題,便于焊接質量的控制。3.為了使鋼管生產全過程得到有效檢測和監控對鋼管進行百分百的質量檢驗,有效保證了產品質量。4.整個生產線的所有設備都具有與計算機數據采集系統聯網的功能,以實現數據的實時傳輸,生產過程中的技術參數由中央控制室控制。5.原料是盤管、導線和熔劑。進入前必須經過嚴格的物理和化學檢驗。6.剝去鋼頭尾對接接頭,采用單絲或雙絲埋弧焊,卷成鋼管鋼材后,自動進行埋弧焊修復焊接。7.成形前,將帶鋼調平,修整,刨平,表面清潔,運輸和預彎曲。8.用電接觸壓力計控制輸送機兩側的壓力,以確保鋼帶的順利運輸。
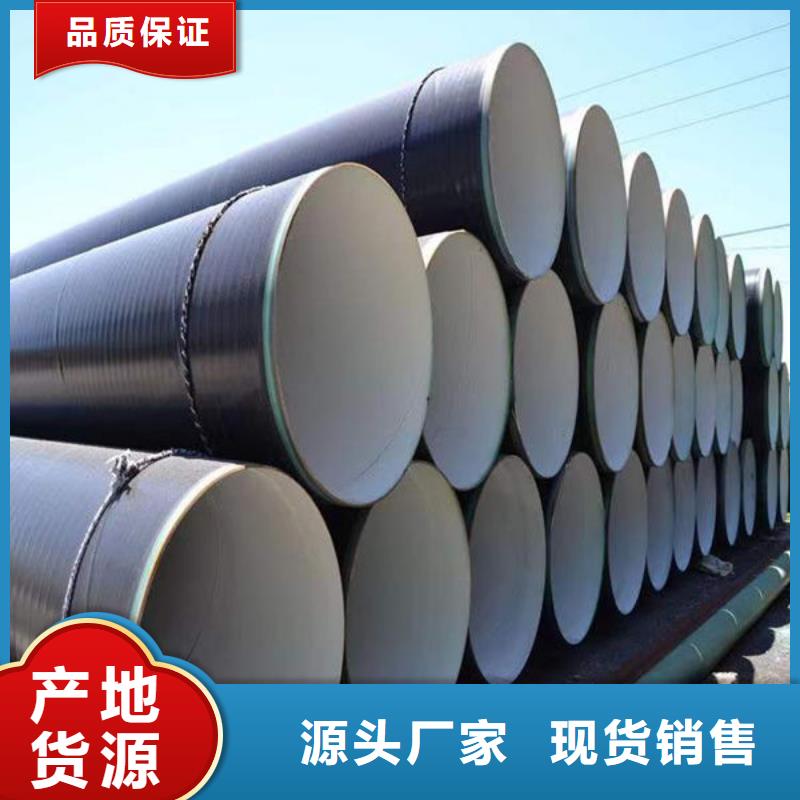
從焊接工藝來看。不管是直縫鋼管還是螺旋管,這兩者的焊接方式都是相同的。但是在實際的焊接過程當中,直縫焊管往往會出現大量的T形焊縫,在這樣的焊縫的地方,往往會有一些殘余應力,雖然這對使用沒有太大影響,但是也正是因為這些殘余應力加大了直縫鋼管出現裂縫的可能性。從根本上來說,螺旋鋼管或者直縫鋼管都是焊接鋼管的一種,因為兩者的優越性能,這兩種鋼材廣泛的應用在各項工程當中,當然因為兩者生產工藝不同,在實際的使用過程當中還是有很大的區別的,直接導致了兩種鋼管的使用范圍有了很大的不同。相對于螺旋鋼管來說,直縫鋼管的制作工藝要簡單很多,直縫鋼管的生產工藝主要分為兩種,一種是高頻焊接直縫鋼管,還有一種是埋弧焊直縫鋼管。正是因為直縫鋼管的生產工藝簡單的這些特性,所以直縫鋼管的生產效率很高,成本較低,而且發展的速度也是十分迅速。
在進行高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質量。為了生產可以具 有高質量的高速線材,可以使用連鑄空坯工藝技術,這種 進的技術可以不斷的提高軋制的技術水平,生產出高質量的鋼材。為了保證高速線材軋制的質量,要盡量降低開軋 的溫度。目前,國外的機械設備增設了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機中設置冷水頭導 管,這樣可以將終軋溫度控制在800℃。超重軋制機可以滿 足700℃~750℃的軋制要求。
20號冷拔無縫鋼管是一種低碳素鋼,使用率在我國鋼管行業中具有重要的地位。常州天展鋼管主要使用冷拔和精軋這兩種工藝生產20號冷拔無縫鋼管。20號冷拔無縫鋼管對應的國際標準天展鋼管生產的20號冷拔無縫鋼管按照標準流體用管GB/T8163和結構用管鋼材GB/T8162;對應美標ASTM 1020;德標DIN C20;日標 JIS S20C等。用途20號冷拔無縫鋼管因為碳含量在0.17~0.24之間,材質較軟,利于鋼管彎曲,壓延、彎邊和錘拱等加工,所以主要用于流體輸送管道以及汽車,摩托車零配件等領域。