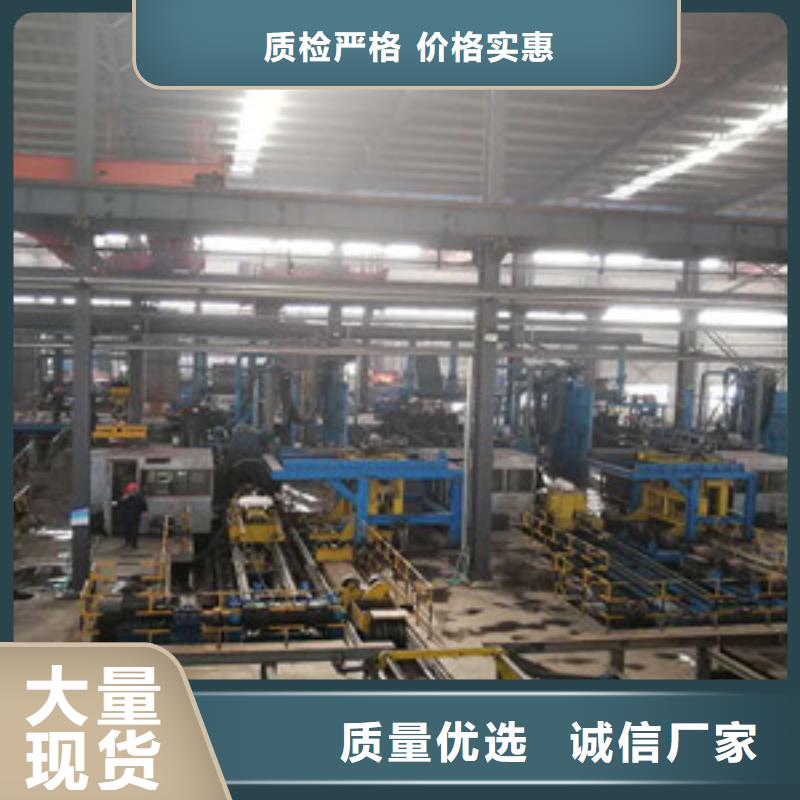







江蘇球墨鑄鐵管與砂型相比外觀質量有明顯的提高,但也出現了一些意想不到的缺陷,現將這些缺陷形成的原因及克服的方法介紹如下:承插口橢圓度超標消失模所用的涂料是水基涂料,浸涂時使泡沫塑料模樣變濕,降低了剛度,烘干后產生變形,造成了江蘇球墨鑄鐵管件變形。 在自來水管道工程上沿用數十年的灰鑄鐵剛性接口管,由于其強度低、重量大、施工費力及使用壽命短等缺點,已經基本上被柔性接口江蘇球墨鑄鐵管取代。這種變形如生產在承插口部位,可使其公差尺寸或橢圓度超標,使江蘇球墨鑄鐵管件報廢。這種缺陷一度是造成廢品的主要原因。后來用鋁制或聚氯乙烯定型環的方法得到了解決,即在涂料前將定型環放入承插口內徑,在 次涂料烘干后,消失模的剛度明顯增加再涂第二次涂料,即可變形。 
江蘇球墨鑄鐵管實際上,這種由于不良的操作而導致尤其是純擠壓時間,江蘇球墨鑄鐵管應盡量控制在3-4s之內完成。可見對擠壓機純擠壓時間的控制,并不是擠壓機生產率的需要,而是擠壓工模具使用壽命的要求。采用含W和Mo元素的耐熱鋼來制造工模具時,這類鋼通常是導熱性能比較差。因此,在溫度急劇升高時產生的熱沖擊負荷,可能導致工模具的破壞。為此,在強度計算時。江蘇球墨鑄鐵管價格損壞的現象是可以避免的(6)擠壓工模具因長時間停留在1100℃以上的高溫區,而使其壽命大大降低。因此,在擠壓工藝和設備設計時,力求縮短擠壓時間,由于不良的操作,江蘇球墨鑄鐵管在高壓和坯料加熱不足的情況下進行擠壓而遭到破壞。原因為坯料加熱不足而導致擠壓力急劇上升。
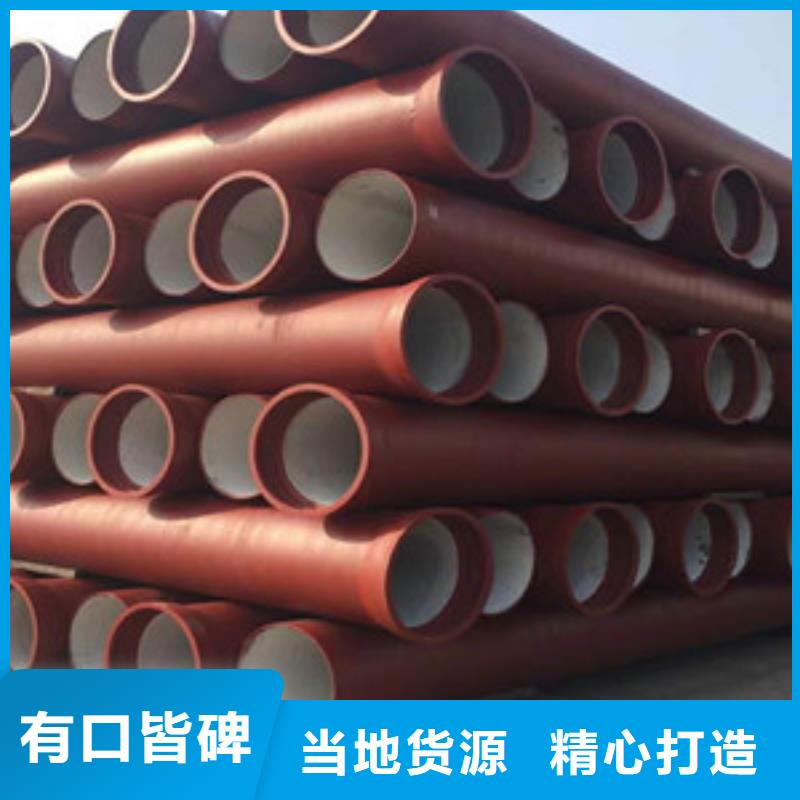
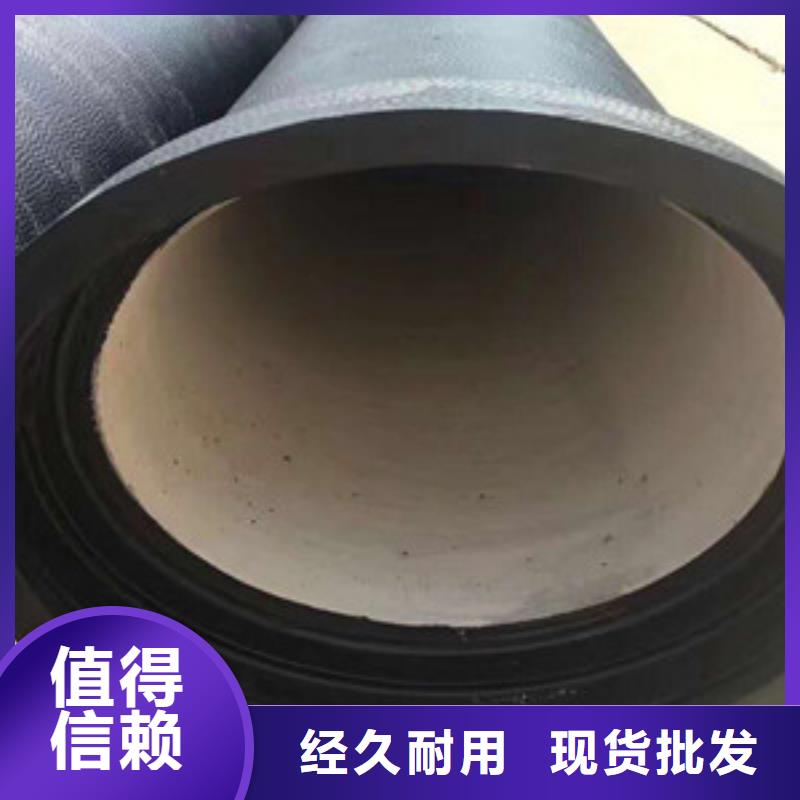
江蘇球墨鑄鐵管中采用的溝槽管件連接技術也稱卡箍連接技術,已成為當前液體、氣體管道連接的首推技術,盡管這項技術在國內的開發時間晚于國外,但由于其技術的先進性,很快被國內市場所接收。從1998年開始研制開發到現在,經過短短幾年的開發和應用,江蘇球墨鑄鐵管已逐漸取代了法蘭和焊接的兩種傳統管道連接方式。不但技術上更顯成熟,江蘇球墨鑄鐵管運送通常選用汽運,在運送進程中,球墨管不免和汽車及固定物發生沖突和磕碰,這樣會形成外表防腐層的損害,當球鐵暴露到空氣中,在未安標準的運送吊裝進程中外防腐層遭到損壞,外表生銹。江蘇球墨鑄鐵管防腐處置非常好,在堆場貯存時,直徑300以下的江蘇球墨鑄鐵管都打包,在打包的每層江蘇球墨鑄鐵管都用木襯彼此阻隔,避免直管彼此磕碰,直徑300以上的江蘇球墨鑄鐵管也分層寄存,每層都用木襯相離隔,因此在出廠前,江蘇球墨鑄鐵管的外防腐根本不會出現生銹現象。 
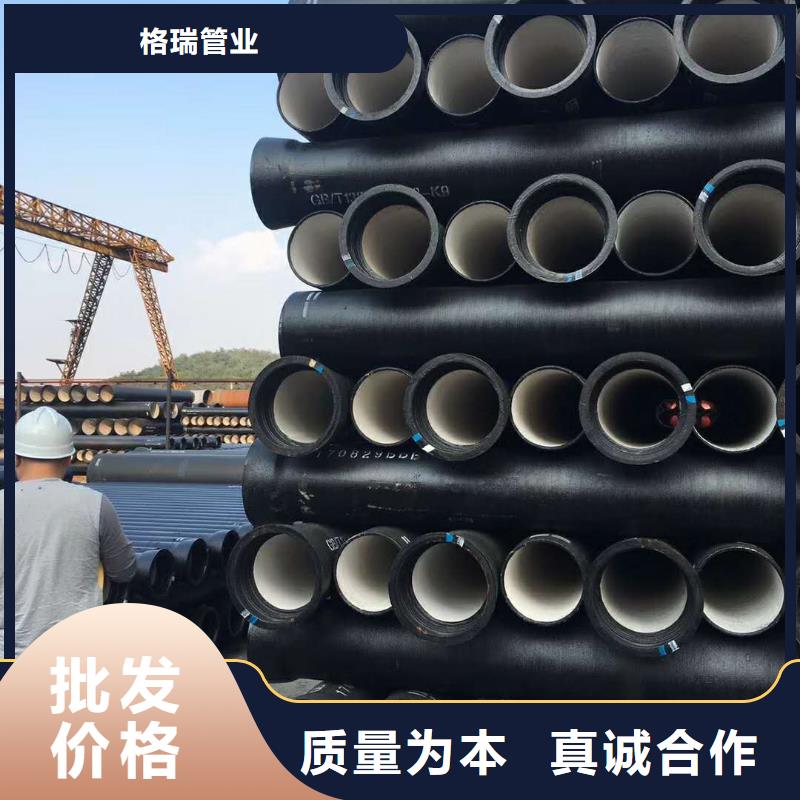
江蘇格瑞江蘇球墨鑄鐵管的抗拉強度遠遠超過灰口鑄鐵,而與鋼相當。江蘇球墨鑄鐵管今年鋼鐵行業成本上升壓力很大,需繼續深入推進對標挖潛工作,大力降低生產成本,尤其要降低采購成本。巴西淡水河谷潰壩事件不改變鐵礦石市場供大于求的格局,進口鐵礦石價格缺乏大幅上漲的條件。同時,要開拓市場,江蘇格瑞江蘇球墨鑄鐵管的抗拉強度遠遠超過灰口鑄鐵,而與鋼相當。優化品種結構,增加產品附加值,通過增收提益。今年 陸續出臺了減稅降費措施,鋼鐵行業要積極爭取取得實效。 