

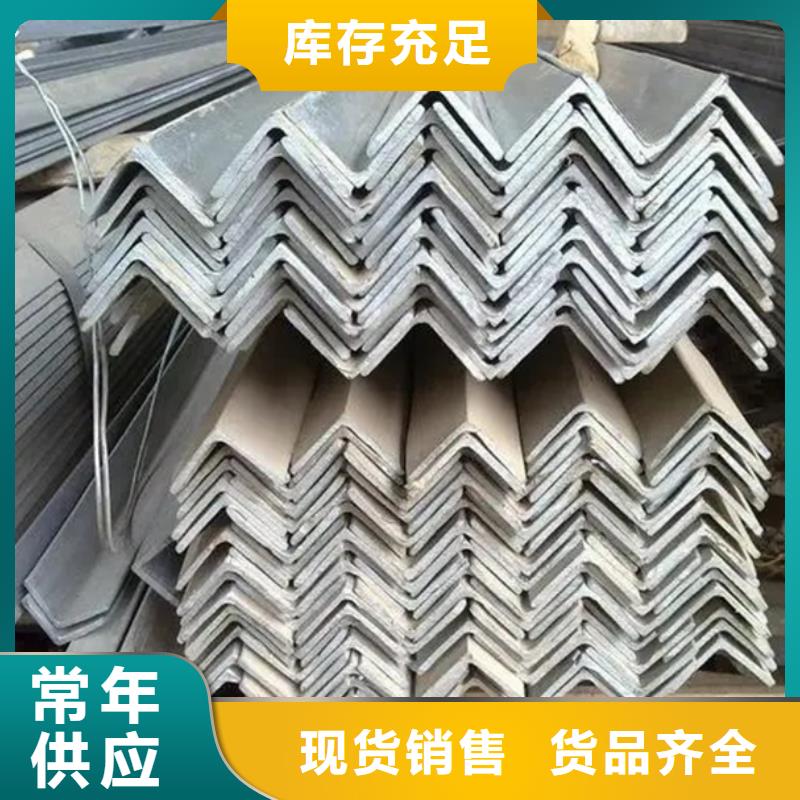

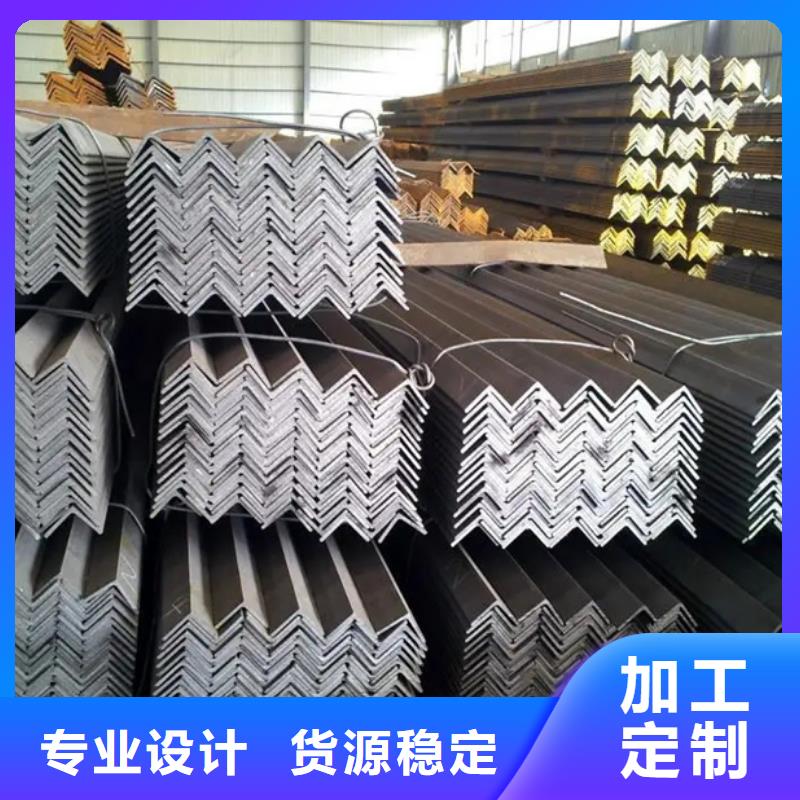
甘南Q355E槽鋼的對接工藝共有五點,下面就來逐一介紹每一個步驟:一步:原材料檢驗:檢驗準備對接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據對接后的長度尺寸,在準備對接的角鋼上劃線,劃線前應滿足兩個要求:()、保證對接槽鋼的小長度要大于200mm。(2)、長度方向上應留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應垂直于腹板,腹板上切割線應成45°夾角。三步:甘南型材切割:用半自動火焰切割機沿劃線下料,下料后用半自動火焰切割機或砂輪機在槽鋼內側面開 45°單V形坡口(見下圖)。切割面應光滑平整,無缺口。四步:拼裝:拼裝前把兩根準備拼裝的槽鋼倒扣于平臺上,然后調整兩槽鋼的直線度及間隙,點焊固定。五步:焊接:采用氣體保護焊(GMAW)焊接,為減少焊接變形,焊前應將槽鋼成對背靠背點焊在一起,先焊翼板上的坡口側,然后焊接腹板的坡口,坡口側焊接完成后。打開成對第六步:注意要點:焊接的話主要是擔心焊不牢和焊接應力過大。




你們的信任就是給我們的動力,我們的宗旨是合作共贏,達到雙方的滿意,為您做獨到的甘南無縫方管,感謝大家對我們的支持,為您制作好的甘南無縫方管產品是我們不懈的動力,多謝大家在百忙之中能夠看到我們<甘南>古神悅鋼材有限公司的信息,只要您一個電話,我們會與您溝通,和以實惠的甘南無縫方管價格回報您們的信任,我們歷經多年發展,在甘南無縫方管行業已有良好知名度。
