更新時間:2025-01-31 10:54:58 瀏覽次數:2 公司名稱:聊城 大金鋼管制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4.5/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運費說明 | 電聯 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領域 | 金屬制品,機械制造 |



| 產品參數 | |
|---|---|
| 產品價格 | 4.5/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運費說明 | 電聯 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領域 | 金屬制品,機械制造 |

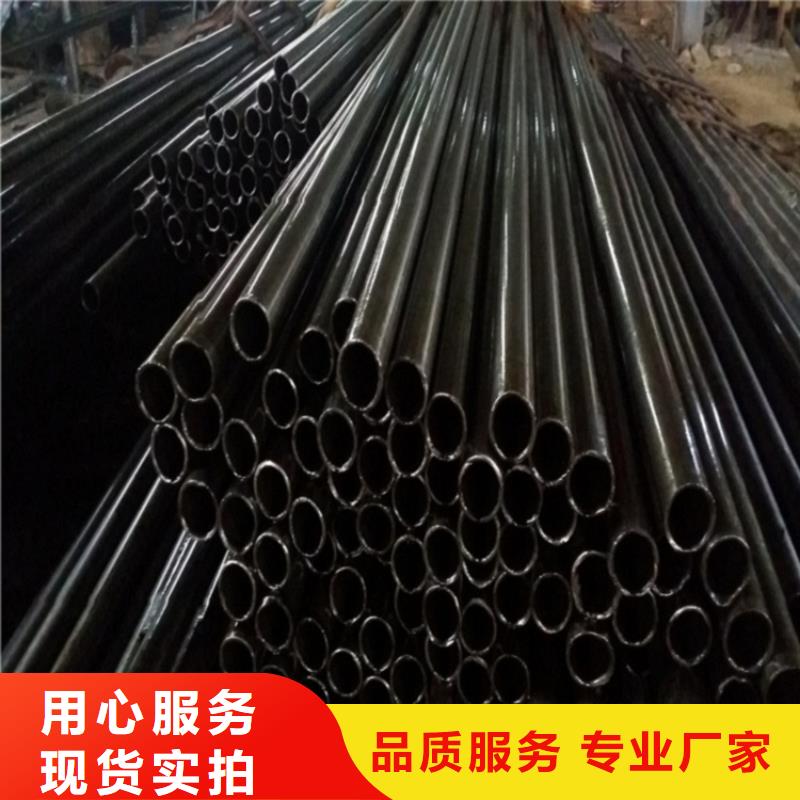
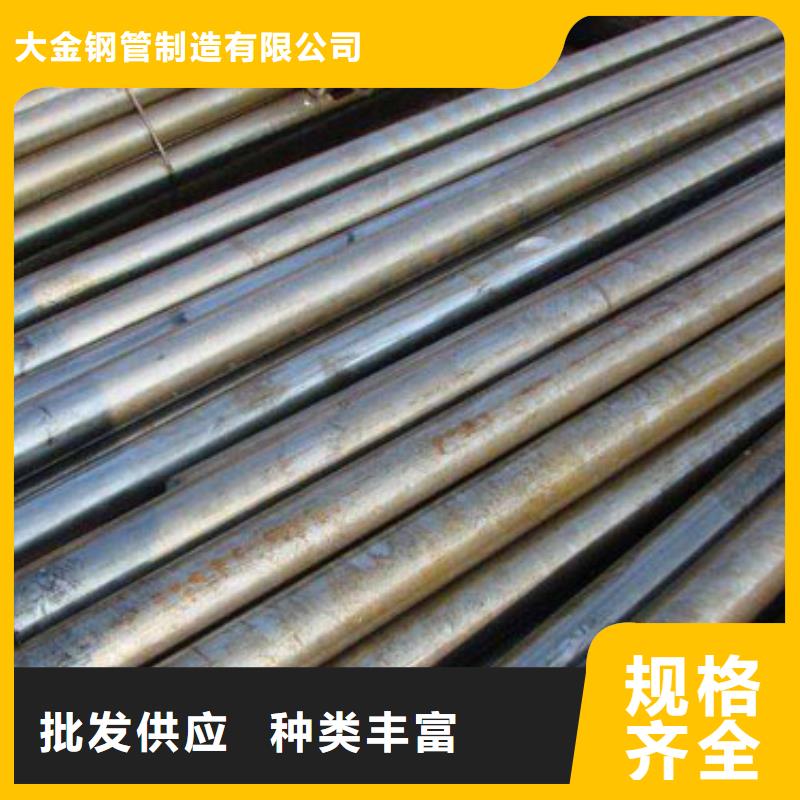
北京精密管的原料是北京精密管坯,北京精密管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.北京精密管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,北京精密管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。 北京精密管分熱軋和冷軋(撥)北京精密管兩類。
<北京>大金鋼管制造有限公司

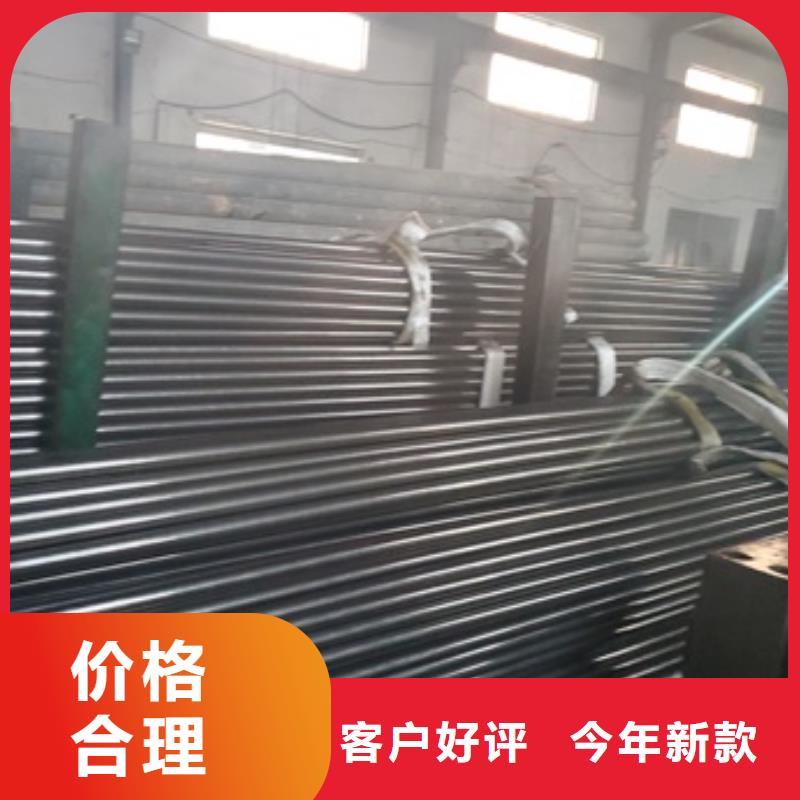
北京精密管生產中幾個關鍵技術問題 1.對原材料材質的質量要求:北京精密鋼管的原材料,除必須達到 普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學成分:冶煉時,重點是 提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應后步冷變 形加工,硫含量 不要超過0.02%,因此要嚴格控制鋼的化學成分,同時為保證產品具有良好的 力學性能,冷彎,焊接等工藝性能,還需適當增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼 帶軋制時,應采用AGC和板形控制系統,提高鋼帶厚度精度和版型精度。同時還要采用控制冷卻方 法,提高鋼帶的強韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接 質量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結晶水,在焊接過程中,高溫會使其中的氧 氫折出,如不能排出,存在于焊縫之中,易產生氣孔微裂紋,改變組織結構,降低材料塑形,降低 延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機組成型及定徑部分 孔型設計和調整方法均會直接影響焊接質量的優劣。傳統的成型工藝為輥式成型工藝,有單半徑、 雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成 形質量。各種成型工藝技術,有不同優缺點,適合不同的條件,根據產品的大綱、產品用途應在設 備選型時慎重考慮、以選擇不同的成型工藝技術。為了減少彈性變形,對于精密焊管機組加工變形 道次都比普通焊管道次響應增加2、3道次。
<北京>大金鋼管制造有限公司