
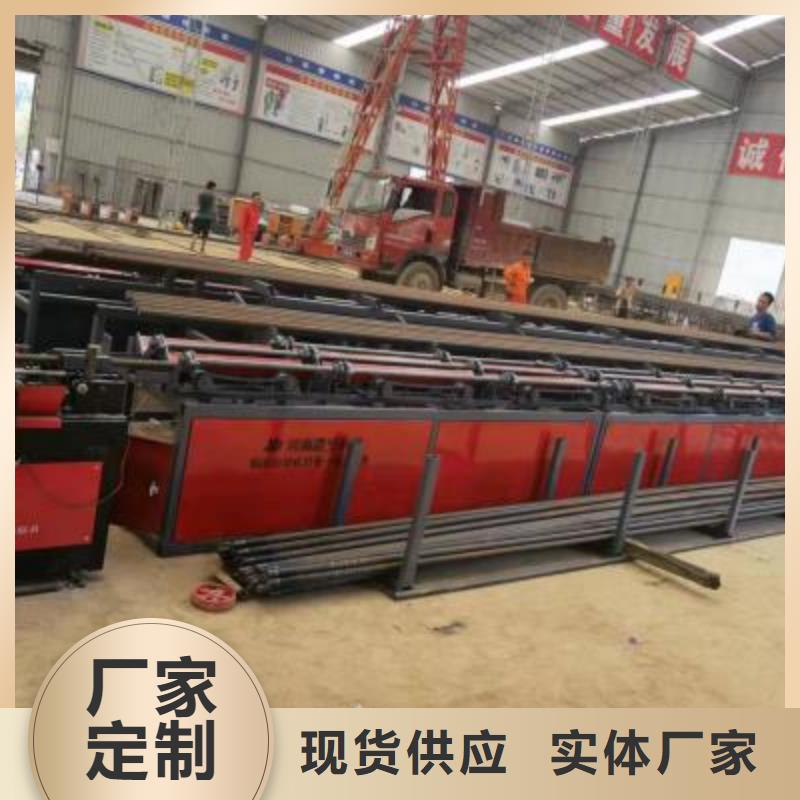




日照鋸切套絲生產(chǎn)線的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環(huán)尚未結(jié)束就可以進行下一步配料,縮短了循環(huán)周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉(zhuǎn)、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.日照數(shù)控鋼筋鋸切套絲生產(chǎn)線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節(jié)能省料、操作簡單等特點。3.本產(chǎn)品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現(xiàn)上一個循環(huán)尚未結(jié)束時即可 進行下一步配料,以節(jié)省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現(xiàn)了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。
<日照>建貿(mào)機械設(shè)備有限公司 日照采購鋼筋自動滾絲生產(chǎn)線精品制造線精品制造")
線精品制造")
日照數(shù)控鋼筋鋸切套絲生產(chǎn)線原理:日照數(shù)控鋼筋鋸切套絲生產(chǎn)線采用自動輸送平臺,采用160MM的無縫管,輸送輪數(shù)量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強,輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強,更穩(wěn)固,定尺精度高,下料更快,其他家只有16MM,采用的是45號鋼,抗沖擊強。日照數(shù)控鋼筋鋸切套絲生產(chǎn)線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節(jié)能省料、操作簡單等特點。3.本產(chǎn)品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現(xiàn)上一個循環(huán)尚未結(jié)束時即可 進行下一步配料,以節(jié)省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現(xiàn)了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。
線精品制造") <日照>建貿(mào)機械設(shè)備有限公司
<日照>建貿(mào)機械設(shè)備有限公司
線精品制造")
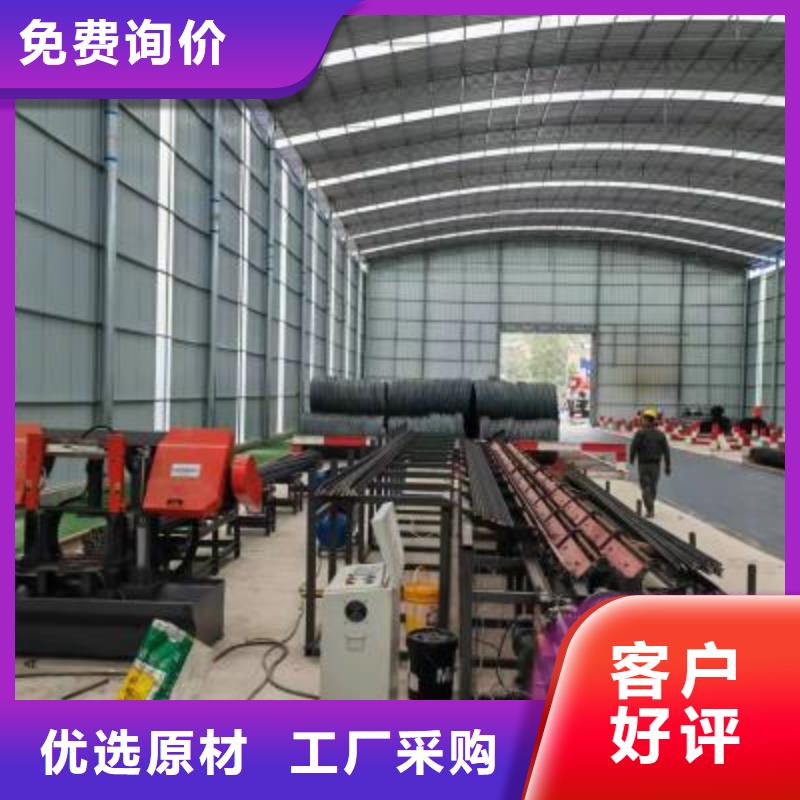
日照數(shù)控棒材鋼筋生產(chǎn)線產(chǎn)品特點:剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高。液壓式剪切系統(tǒng),故障率低,可靠性高,剪切能力強。3、多擋板設(shè)計,定位速度快,效率高。雙向收料,成品存放量提高一倍。配置套載,可大大提高材料的利用率 剪后輥道采用絲桿升降電機整體驅(qū)動,調(diào)整尺寸準(zhǔn)、快速、方便。剪后輥道卸料桿分為三段設(shè)計,可根據(jù)不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節(jié)省用氣量,提高響應(yīng)速度。整機原材料都經(jīng)過大型拋丸機設(shè)備進行拋丸打磨、噴砂、底漆、面漆工藝,限度延長了設(shè)備的使用壽命。液壓剪前設(shè)置了剪體輥道,靠近剪刀的一端配有兩個氣缸,控制輥道升降,剪切鋼筋時,可與液壓缸剪切同步運動,保證了鋼筋送料端在剪切時不會變形 剪后輥道采用絲桿升降電機整體驅(qū)動,調(diào)整尺寸 快速、方便。剪后輥道卸料桿分為三段設(shè)計,可根據(jù)不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節(jié)省用氣量,提高響應(yīng)速度。
