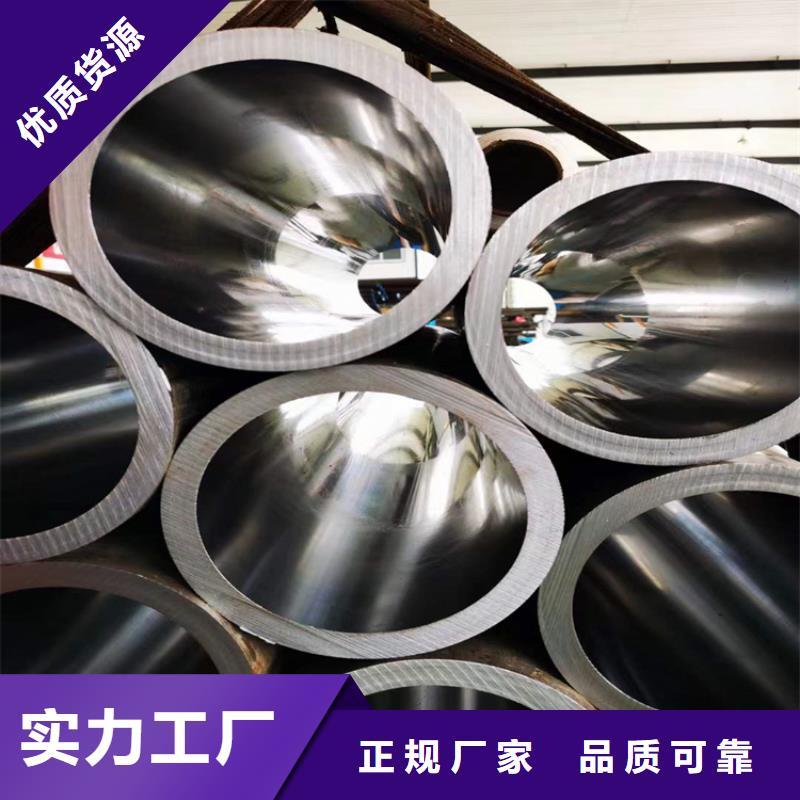



巴中絎磨油缸筒加工原理
<巴中>九冶管業(yè)有限公司

小口徑絎磨管磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測量,精密管,同時進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負(fù)偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差

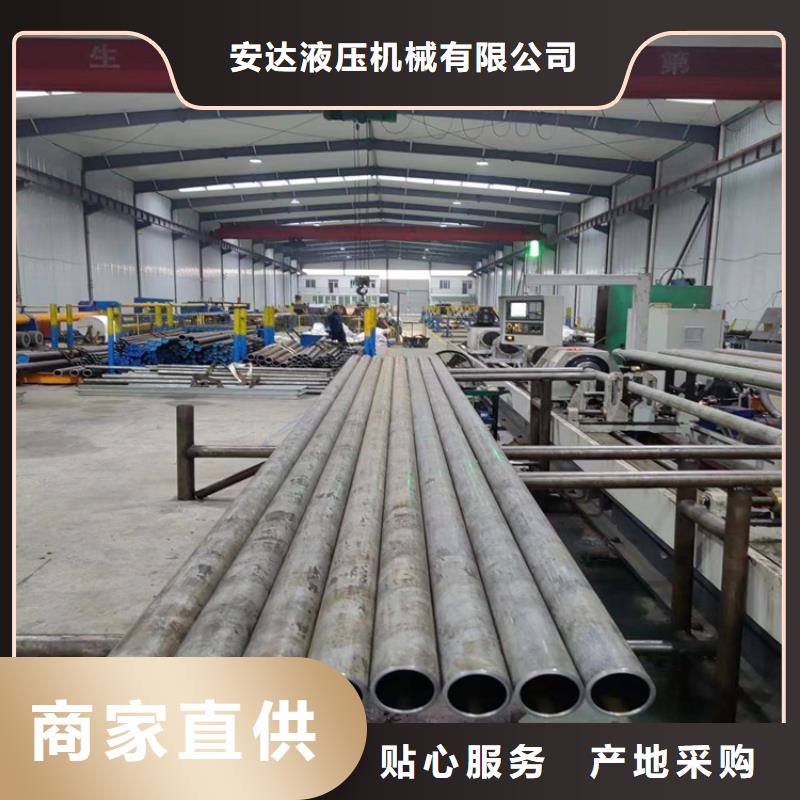
第二、鍍鉻液壓珩磨管如何生銹1.用化學(xué)酸洗完之后再用電解方法進(jìn)行一次補(bǔ)充就可以讓鍍鉻液壓珩磨管得到非常好的保護(hù)了,對鍍鉻液壓珩磨管進(jìn)行除銹,在給鍍鉻液壓珩磨管除銹時主要采用鋼絲刷對它的表面進(jìn)行打磨,這種方法可以有效的去除鍍鉻液壓珩磨管表面松動或翹起的鐵銹。2.對鍍鉻液壓珩磨管的表面進(jìn)行清洗,在對鍍鉻液壓珩磨管進(jìn)行清洗時要用溶劑或乳劑對表面進(jìn)行清洗,用來達(dá)到除油和除灰塵的作用,這種方法只適合于去除鍍鉻液壓珩磨管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產(chǎn)中這種方法只能作為輔助手段。優(yōu)質(zhì)精密絎磨管故障診斷的操作原則
<巴中>九冶管業(yè)有限公司 巴中絎磨油缸筒加工原理點擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】