格實(shí)惠")
格實(shí)惠")
格實(shí)惠")

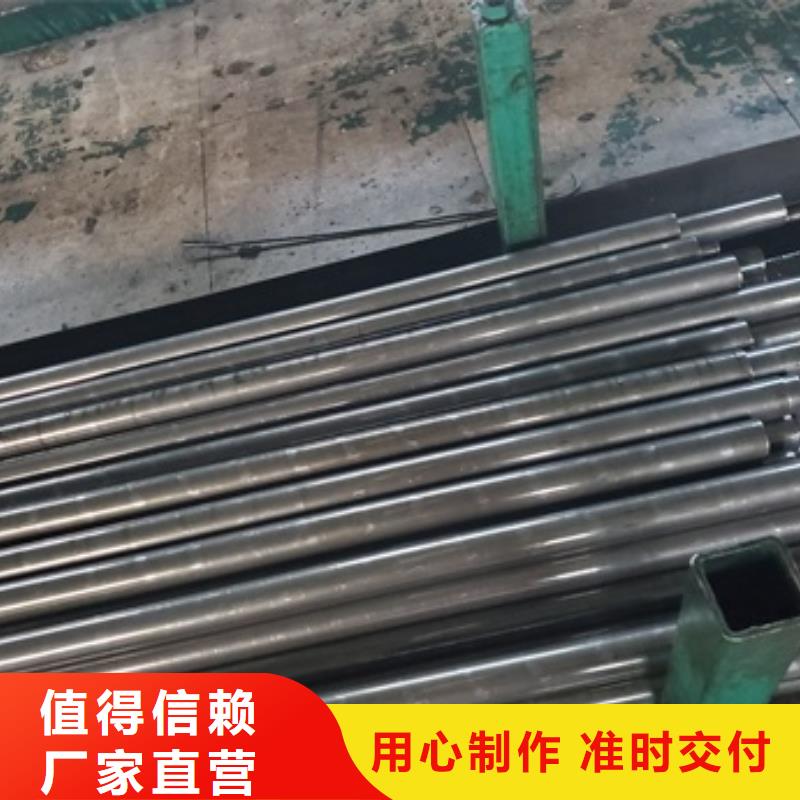
精密管高尺寸精度高、管內(nèi)外表面光潔度,鋼管熱處理后內(nèi)外表面均無氧化膜,鋼管擴(kuò)口、壓扁無裂痕、冷彎不變形,并能承受高壓,能作各種復(fù)雜變形及機(jī)械深加工處理。
主要特點(diǎn):鋼管內(nèi)外壁無氧化層,承受高壓無泄漏,高精度,高光潔度,冷彎不變形,擴(kuò)口、壓扁無裂縫;
主要材質(zhì):10#、20#、35#、45#、20cr、40cr、20crmo﹑16mn﹑27simn﹑304﹑201﹑310s﹑優(yōu)質(zhì)碳素結(jié)構(gòu)鋼。
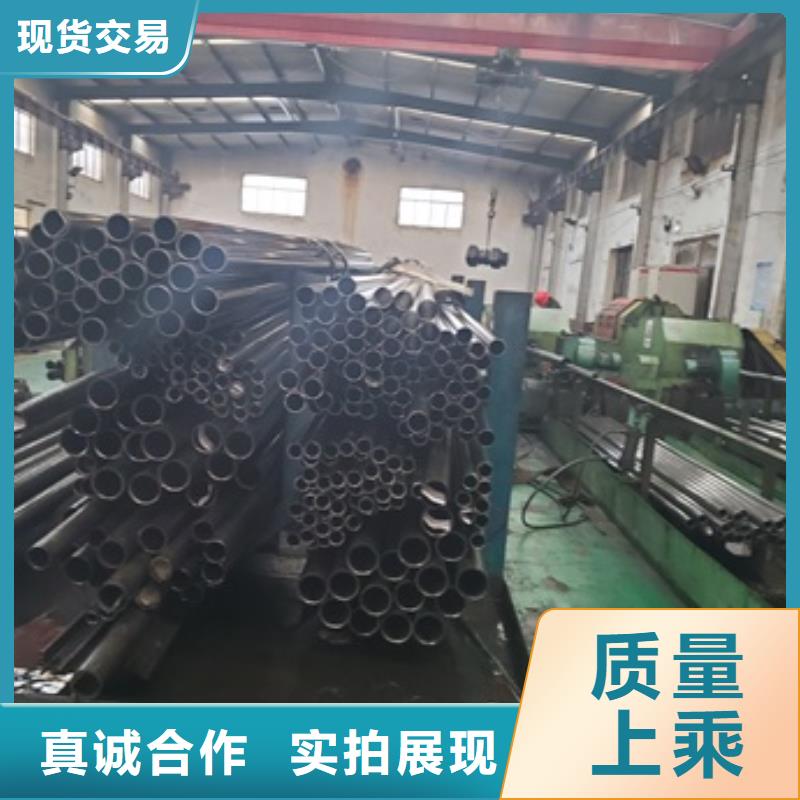
鋼管主要品種:din系列高精度精密光亮無縫鋼管、液壓系統(tǒng)專用鋼管、汽車制造專用鋼管
主要用途:應(yīng)用于液壓系統(tǒng)配管、汽車制造配管、軍工、工程機(jī)械、鐵路機(jī)車、航空航天、船舶、注塑機(jī)、壓鑄機(jī)、機(jī)床、柴油機(jī)、石油化工、電站、鍋爐設(shè)備等各行各業(yè)。
格實(shí)惠") 20#精密管如何進(jìn)行切斷
1.20#精密鋼管切斷以及沖壓:由于20#精密鋼管比一般材料強(qiáng)度高,所以沖壓以及剪切時(shí)需要更高的壓力,而刀與刀間隙準(zhǔn)確時(shí)才能不發(fā)生切變不良和加工硬化, 采用等離子或激光切斷。
2.當(dāng)不得不采用氣割或電弧切斷時(shí),20#精密鋼管加工焊接之前應(yīng)徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點(diǎn)焊時(shí)間距比碳鋼點(diǎn)焊間距短,除掉焊渣時(shí)應(yīng)使用20#精密鋼管刷。
20#精密鋼管如何進(jìn)行折彎處理
20#精密鋼管怎樣進(jìn)行折彎
1.焊完以后,為了防止局部腐蝕或強(qiáng)度下降,應(yīng)對表面進(jìn)行折彎處理或清洗。 對熱影響區(qū)進(jìn)行折彎以及必要進(jìn)行熱處理。 20#精密鋼管加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,
2.厚板沿壓延方向時(shí)給2倍板厚半徑,與壓延垂直方向彎曲時(shí)給4倍板厚的半徑是有必要的,特別是在焊接時(shí),為了防止加工開裂應(yīng)對焊接區(qū)進(jìn)行表面折彎。
大金鋼管制造有限公司
金昌Q345B精密鋼管、Q345B精密鋼管廠家直銷-價(jià)格實(shí)惠
精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長度相比直縫管長,易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。
精密管生產(chǎn)廠家國外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國、日本和德國總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
20#精密管如何進(jìn)行切斷
1.20#精密鋼管切斷以及沖壓:由于20#精密鋼管比一般材料強(qiáng)度高,所以沖壓以及剪切時(shí)需要更高的壓力,而刀與刀間隙準(zhǔn)確時(shí)才能不發(fā)生切變不良和加工硬化, 采用等離子或激光切斷。
2.當(dāng)不得不采用氣割或電弧切斷時(shí),20#精密鋼管加工焊接之前應(yīng)徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。點(diǎn)焊時(shí)間距比碳鋼點(diǎn)焊間距短,除掉焊渣時(shí)應(yīng)使用20#精密鋼管刷。
20#精密鋼管如何進(jìn)行折彎處理
20#精密鋼管怎樣進(jìn)行折彎
1.焊完以后,為了防止局部腐蝕或強(qiáng)度下降,應(yīng)對表面進(jìn)行折彎處理或清洗。 對熱影響區(qū)進(jìn)行折彎以及必要進(jìn)行熱處理。 20#精密鋼管加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,
2.厚板沿壓延方向時(shí)給2倍板厚半徑,與壓延垂直方向彎曲時(shí)給4倍板厚的半徑是有必要的,特別是在焊接時(shí),為了防止加工開裂應(yīng)對焊接區(qū)進(jìn)行表面折彎。
大金鋼管制造有限公司
金昌Q345B精密鋼管、Q345B精密鋼管廠家直銷-價(jià)格實(shí)惠
精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長度相比直縫管長,易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。
精密管生產(chǎn)廠家國外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國、日本和德國總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
格實(shí)惠")
格實(shí)惠")
您的位置>首頁 >金昌本地產(chǎn)品動態(tài) >