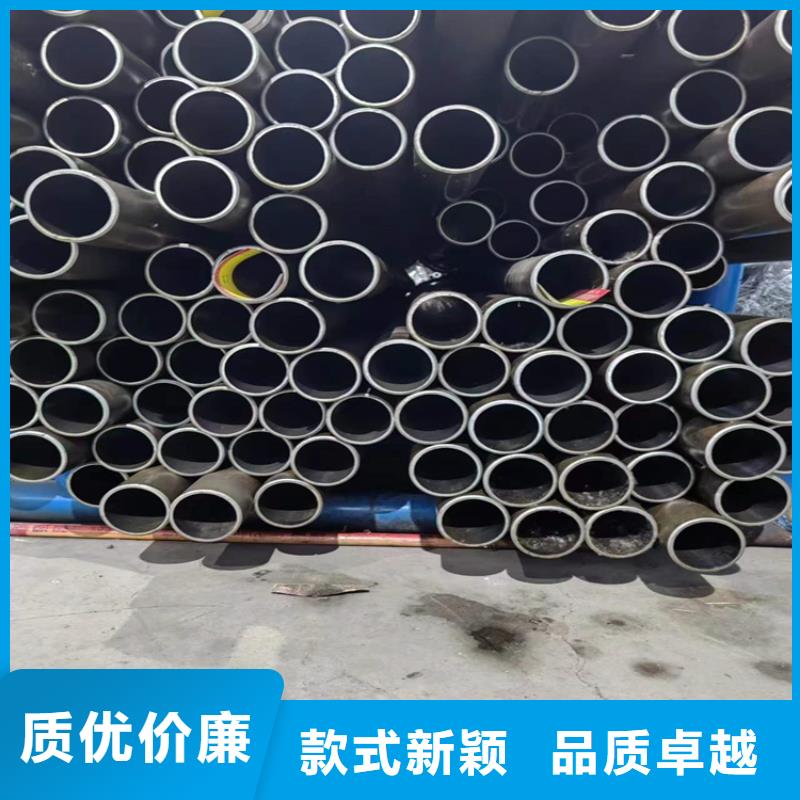


山東省濟(jì)南液壓機(jī)械用珩磨管 <濟(jì)南>九冶管業(yè)有限公司
絎磨管幾大優(yōu)點(diǎn)1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。2、修正圓度,橢圓度可≤0.01mm。3、提高表面硬度,使受力變形,硬度提高HV≥4°4、加工后有殘余應(yīng)力層提高疲勞強(qiáng)度提高30%。5、提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命,但零件的加工費(fèi)用反而降低。對(duì)冷拔20#絎磨管的質(zhì)量進(jìn)行考察,還必須要考慮到冷變形強(qiáng)化方面的內(nèi)容和意義,首先是需要考慮到強(qiáng)化的具體材料和手段,因?yàn)橛泻芏嗟牟牧鲜遣荒芾脽崽幚淼姆椒▉磉M(jìn)行強(qiáng)化的,因此,這種冷變形的強(qiáng)化方式就顯得尤為重要了,再?gòu)母鼮殚L(zhǎng)遠(yuǎn)的方向來進(jìn)行考慮,冷處理方法能夠冷拔20#絎磨管在使用過程中的保障性,因此,這種管道材料的優(yōu)勢(shì)顯得更為明顯,所以,推廣度也比較高。
南液壓機(jī)械用珩磨管")
南液壓機(jī)械用珩磨管")
滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。無論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象,絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
<濟(jì)南>九冶管業(yè)有限公司 山東省濟(jì)南液壓機(jī)械用珩磨管 <濟(jì)南>九冶管業(yè)有限公司絎磨管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。 公司擁有絎磨管機(jī)組4條,可加工生產(chǎn)30--600的絎磨管(航模管 油缸管)。本公司生產(chǎn)的絎磨管(航模管 油缸管)粗糙度基本能達(dá)到Ra≤0.08μm左右,修正圓度,橢圓度可≤0.01mm,提高表面硬度,使受力變形,硬度提高HV≥4°,加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%,提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命。油缸鋼管 珩磨管 航模管 油缸管 壓氣動(dòng)缸筒尺寸和精度
南液壓機(jī)械用珩磨管")