聯系我們

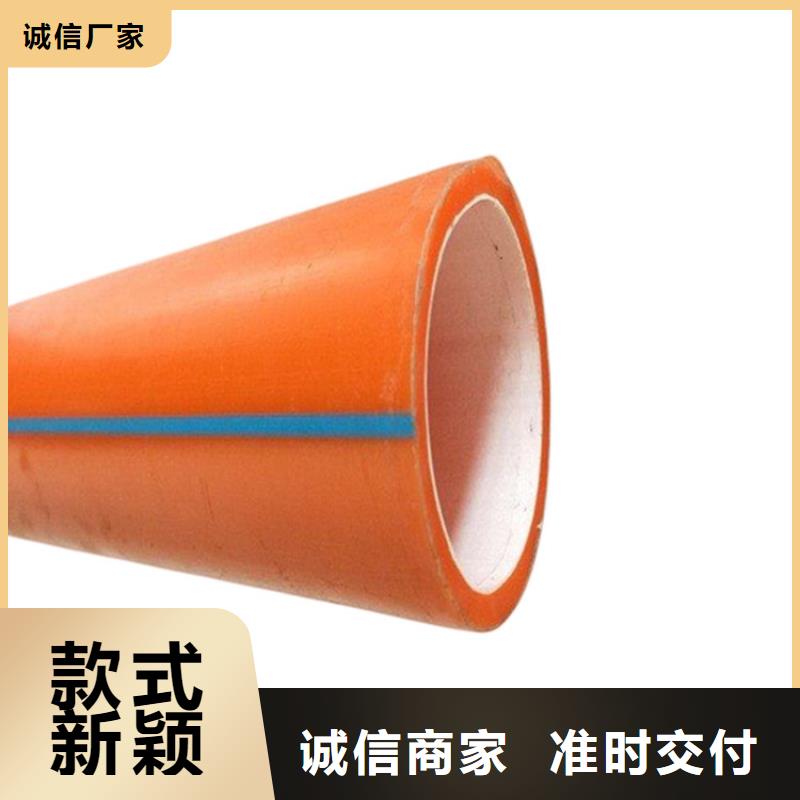
32/26硅芯管_32/26硅芯管生產廠家
更新時間:2025-01-04 13:37:55 瀏覽次數:5 公司名稱:聊城 潤星電力管材有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3.25/米 |
| 發貨期限 | 3天 |
| 供貨總量 | 10000 |
| 運費說明 | 汽運 |
| 最小起訂 | 100 |
| 質量等級 | 國標 |
| 是否廠家 | 是 |
| 產品材質 | 高密度聚乙烯 |
| 產品品牌 | 潤星 |
| 產品規格 | 40/33 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 否 |
| 產品型號 | 40/33 |
| 可售賣地 | 全國 |
| 產品重量 | 0.41 |
| 產品顏色 | 彩色 |
| 質保時間 | 三年 |
| 外形尺寸 | 盤管 |
| 適用領域 | 電力通信 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 產品功率 | 45KW |
| 工作溫度 | 45℃ |
| 定長 | 2000米 |
| 外徑 | 40 |
| 內徑 | 33 |


 32/26硅芯管_甘肅32/26硅芯管生產廠家
<甘肅>潤星電力管材有限公司
32/26硅芯管_甘肅32/26硅芯管生產廠家
<甘肅>潤星電力管材有限公司
聚乙烯甘肅PE硅芯管的運輸:裝車時,盤與盤之間不應留有大地間隙,以減少行車中盤架的相互碰撞,成盤的硅芯管不可平放運輸。用大繩將盤架與車廂捆綁緊,并在盤架左右下方加墊三角木塊,防止運輸途中成盤甘肅PE硅芯管在車廂內滾動。切勿用繩索緊勒管子,嚴禁用鐵絲或鋼繩捆綁硅芯管。甘肅PE硅芯管的裝卸:裝卸通常有三種方法,(1)用叉車裝卸時,需注意勿使鋼叉觸及硅芯管,鋼叉只可從盤架兩側進入,以免損傷管子。(2)用吊車裝卸時,鋼絲繩可穿在盤架中心軸孔或鐵架上端起吊;切勿用鋼絲繩套住硅芯管直接起吊,吊下時要輕放,置于平坦地區。(3)將槽鋼斜搭在車廂尾部,盤架從車廂上往下推動時,兩側應有人用大繩繞住汽車龍門架緩緩放下。嚴禁將硅芯管從車廂上或較高處直接推下。

甘肅PE硅芯管吹纜設備空氣壓縮機產生壓縮空氣,通過輸氣軟管送往吹纜機的密閉腔,子管的引出端與吹纜機的密閉腔相通。牽引光纜用的拖拽器連同光纜置于子管內,拖拽器周邊橡膠與子管內壁密封,形成的密閉容積與吹纜機的密閉腔相通。因此壓縮空氣產生的壓力推動拖拽器牽引著光纜在子管內前進。甘肅PE硅芯管空氣壓縮機持續供氣,以保證施加在拖拽器上的力基本恒定,從而保證施加在光纜上的力基本恒定。同時壓縮空氣向前流動,一方面施加力于光纜上推動光纜前進,另一方面使光纜在子管中處于懸浮狀態,減少了鋪放時光纜與子管內璧間的摩擦, 程度地保護光纜。甘肅PE硅芯管空氣壓縮機產生高壓氣體,經過快速連接軟管送往吹纜機,驅動吹纜機的氣壓馬達,帶動上下兩根傳送帶轉動,光纜置于上下傳送帶之間,從而推動光纜前進。
同溝敷設多根甘肅硅芯管時,應按設計要求每隔一定距離捆綁一次,以增加硅芯管的挺直性,并保持一定的管群斷面。在水塘、沼澤地帶敷設硅芯管時按照設計要求施工。硅芯管敷設后應及時細土掩埋,防止管道二次回填(原土)造成損傷。甘肅硅芯管吹放光纜后,應做好硅芯管端口的封堵。硅芯管敷設的彎曲半徑應滿足設計要求。甘肅HDPE硅芯管的連接:硅芯管配套接續密封連接件的規格、程式應符合設計規定。硅芯管的切割、連接等應使用專用工具操作。接頭點應盡量不設置在常年或季節性積水地段。接頭點應盡量遠離高溫熱源及其他易受腐蝕地區。硅芯管敷設后不能立即接續時,硅芯管應留有充足的重疊長度,以備日后接續使用,同時掩埋保護并做出標志。兩盤甘肅硅芯管之間的接續應采用標準所了接頭件,臨時開挖氣吹點及牽引點的硅芯管的接續應采用分拆型接頭件。硅芯管的接續應符合下列要求:a)硅芯管的接口斷面應平直、無毛刺。b)硅芯管接頭件的規格程式應與硅芯管c)接續過程中應防止水、土、泥及其他雜物進入硅芯管內。d)硅芯管接續后應密封良好,不漏氣、不進水。

甘肅PE硅芯管施工中的技術和勞動保護應按現行 標準SY 6444執行。材料和設備必須是有生產許可證的專業制造廠生產,具有有效的質量證明文件,其質量應符合于 現行有關標準的規定,不合格的產品不得使用。硅芯管現場檢驗應符合以下要求:a) 甘肅PE硅芯管管材應具有 級材料測試中心的檢測報告和合格。b) 應檢查所有硅芯管、接頭件及其它相關材料的外包裝并作好記錄。c) 應檢查和清點所用硅芯管、接頭件及其它相關材料的規格程式和數量。d) 硅芯管管材附件、接頭及密封塞等優質齊備。甘肅PE硅芯管管材的管身和管口不應有變形,接續配件齊全有效,套管(套箍)內徑與插口外徑應吻合。甘肅PE硅芯管的外型應均勻一致,無缺陷、無刮痕;管材內、外壁應光滑、平整、清潔,不允許有氣泡、裂口和顯著的凹陷、雜質等。甘肅PE硅芯管色澤應均勻一致。甘肅PE硅芯管管口應光滑平直并與軸向垂直,內外壁熔結緊密。根據檢驗結果形成現場檢驗報告。人(手)孔的材料檢驗應符合以下要求:鋼材、鐵件的材質、規格及防銹處理等均應符合質量標準,不得出現銹片剝落或嚴重銹蝕、歪斜、扭曲、飛刺、斷裂或破損。鐵件的防銹處理和鍍層應均勻完整、表面光潔、無脫落、無氣泡等。